气气中冷器压力交变试验台
图1 气气中冷器的压力交变试验台
内燃机气气中冷器是高档轿车或大型机车内必不可少的部件。目前,对气气中冷器常用的检验项目有散热性能检验、清洁度检验、盐雾腐蚀检验和出厂检漏等。对于压力交变性能检验,为了满足生产和加工质量的提高,上海德朗汽车零部件制造有限公司提出了研制气气中冷器的压力交变试验台。
项目来源和意义
内燃机气气中冷器是高档轿车或大型机车内必不可少的部件,其性能的好坏直接影响到内燃机是否能正常运行、耗能大小和节能减排等多项指标,同时也关系到城市环境空气的质量。为了达到上述目的,对产品的质量必须进行各项性能考核。目前,对气气中冷器常用的检验项目有散热性能检验、清洁度检验、盐雾腐蚀检验和出厂检漏等。而对于压力交变性能检验,目前国内还没有能够满足本项目指标中提出的技术性能曲线图形的制造单位(本项目进行了国内查新报告工作,无检索出类似的设施项目和技术标准,结论为国内首创,居国内领先水平),且由于空气稳定较差,控温难度较大,因此,国外指标的考核要求也比较低。

图2 控制采集界面
为了做该项试验,许多企业均采用做散热器用的液体压力交变试验台予以实施,而散热器与中冷器在实际使用情况下,介质是不同的。散热器的介质是液体的,气气中冷器的介质则是气体的,由于介质特性的不同,结果也完全不同,主机厂和国外客户均不认可,而用气气中冷器来实现压力交变,目前在国内尚属空白。上海德朗汽车零部件制造有限公司为了满足生产和加工质量的提高,提出了研制气气中冷器的压力交变试验台,以此增加企业在行业内的信誉度,提高产品的性价比,获取较高的回报率。
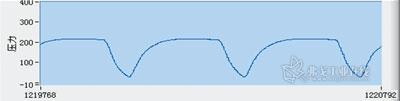
图3 单梯波形
试验台的技术指标
该气气中冷器压力交变试验台的技术指标如下:
(1)温度范围为常温~350℃,压力范围为0~0.35MPa(进口信号);
(2)中冷器最大散热面积为0.2m2;
(3)试验台各控制部分可实现手动和自动控制;
(4)试验台可自动实时记录数据,显示运行曲线、并设有实时打印中英文试验报告和最终结果报告;
(5)试验台的交变周期(压力交变周期)可根据需要进行设定;
(6)由于有高压介质进行试验,试验台工作室要充分考虑安全要求,产品试验工作室需密闭且方便操作、观察,试验台具有外观美丽并方便维修,特别易于零部件的更换。

图4 双梯波形
项目完成周期
本项目由于在缺乏资料和经验的情况下自行研制开发的,因此完成周期比较长,前后历经调研、软硬件设计、计算机运行软件和可编程控制器的编程、加工制造等过程,耗时八个月。随着产品的研制成功,今后制造一台类似的试验台,完成周期可控制在四个月时间内。
项目功能和可得出的波形图
该试验台备有操作说明书,有两种运行模式:其一为自动运行模式,其二为手动运行模式。两者可在任意时间段内进行切换(当然要符合一定的操作规程)。
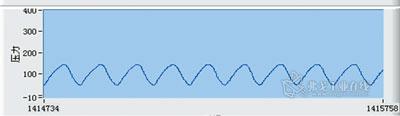
图5 正弦波
本项目运行控制采集系统设计采用控制与采集分离的方法,即只要工业控制计算机不出故障,在手/自动状态均可输出压力交变图像,其外形和控制采集界面如图1和图2所示。
手动模式时,手自动开关转至右边,设备运行由仪表和按钮控制,压力交变周期由时间继电器和计数器控制交变频率及计数,实时切换系统中的压力,波形输出可在计算机屏幕上显现出来。必要时,可采用截屏保存至相应的文件夹内。一旦计算机无法打开,交变压力可在转换器的显示屏上看到,但无法计入波形,而只能计数交变周期和次数。
自动模式时,只需将手自动开关转至左边,然后在PLC触摸屏上根据要求输入相应的参数值,先点击开始按钮,即可进入自动运行状态,然后点击加热器运行按钮,此后设备即可自行完成试验。一旦交变次数完成后,系统会自动进入关机状态,切断电源。
另外,当系统在运行之中或检漏之中发现问题,系统将以声光方式运行提出报警信号,并切断加热器电源,等待维修人员进行维修和排除问题、解决问题。
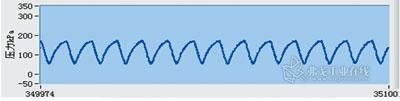
图6 锯齿波
根据设定运行时间,可分别得出如下试验曲线(见图3~图6)。
另外,本系统中考虑了由于交变试验而导致产品泄露检漏功能,试验时,只要在PLC触摸屏上设置检漏间隔次数,程序将在试验过程中完成检漏功能。图7为检漏时的功能曲线。当检漏时间结束,系统自动恢复正常的运行状态。当在检漏时间内,一旦压力下降超出规定的范围,则认为散热器已存在泄漏问题,设备会自动报警,关闭电加热器和停止系统运行。
根据设计要求,运行于系统的介质温度是需要控制在一定的误差范围内,国外控制标准为±3 ℃,为了达到这一功能指标,在设计中专门对控制系统进行了方案设计,本项目实施结果温度可控制在±1 ℃范围内(见图8)。

图7 检漏运行曲线
结果分析
1. 创新性
创新性主要表现在以下几个方面:
(1)控制系统,本控制系统采用手自动可切换运行方式,即在电脑或PLC损坏的情况下,利用系统配置的仪表也可对产品进行试验;
(2)在自动状态,采用控制与采集分离的理念,PLC负责系统工况点的设定和控制,而计算机则负责数据的采集;在手动状态,则完全由仪表来进行控制。其中,在控制交变部分,则专门设计了无触点的电子转换方式,增加使用寿命;
(3)维修调整的方便性:该机所有的阀体及硬件操作系统均安装在一个移动座上,使用时将移动座,移至设备下面箱体内,维修调整时将移动座移至外面,大大地方便维修和调整;
(4)快速安装工件:该设备侧边有扇移动侧门,工件用快速压钳固定在移动板上,而移动板也是用快速压钳固定,在交换工件时,放松快速压钳,将移动板移至箱体外,进行快速换装,实现了各中冷器不同形状和尺寸的快速换装。
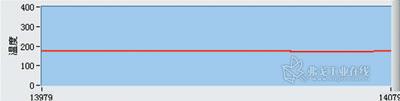
图8 温控运行曲线
2. 先进性
(1)实现了手自动两种控制方式,适应性好;
(2)由于采用了无级调功,系统温控效果好,国外有关标准对系统中介质的温度控温要求为±3 ℃,而我们设计的设备达到低于±1 ℃;
(3)系统压力稳定,压力交变后显现出的波形比较统一;
(4)根据本项目的特点,采用高速采集系统,因此能较真实地反映系统中的实际状态。
3. 成熟度
该测试设备技术先进、控温精度高,温度达到±1 ℃之内,全部采用世界上最先进的LabVIEW和西门子PLC进行编程、控制和测量。图7是处于保压检漏工作状态,一旦保压时间达到设定时间,系统将自动回复交变运行状态。
该设备运行稳定,操作简便,并设有多种保护功能,可实现自行操作运行,是一种安全、可靠的测试设备,获得评审专家的好评。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论