浅谈分步式汽车风窗玻璃上线系统
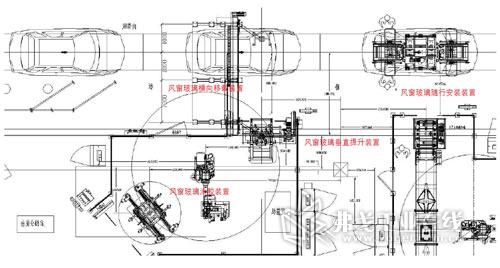
图1 平面布置图
本文介绍了分步式风窗玻璃上线系统的原理及性能,它减轻了操作者的劳动强度,提高了生产效率,让工艺安排更加高效、充分和合理。
目前各汽车生产厂家在60s的高速生产节拍下,汽车前后风窗玻璃安装工位仍大多采用4名操作者手动安装的方式,每两名操作者各自持手动吸盘,步行到风窗玻璃下线工位,手动吸附风窗玻璃,每块风窗玻璃重约25kg,然后两个人将其抬到生产线安装位置进行安装。此种安装方式增加了操作者的劳动强度,劳动效率低,而且容易损坏产品。因此,我们新设计了一种分步式风窗玻璃上线系统。
系统运行原理及组成
1.运行原理
分步式风窗玻璃上线系统采用自动方式进行风窗玻璃上线,通过与涂胶机器人的数据交换来分辨前后风窗及车型,自动转换,实现最短距离的风窗玻璃安装。操作者在安装工位等待风窗玻璃运送到位,省掉了行走过程,既减轻了操作者的劳动强度,又减少了工件损坏的几率,同时让工艺安排更加高效、充分且合理。操作者在等待时可以进行其他工件的安装,比如装饰条铆钉、角窗以及装饰条等,提高了生产效率。平面布置和三维设计如图1、图2所示。

图2 三维设计图
2.装置介绍
(1)风窗玻璃垂直提升装置 由一套垂直提升电动机和两套真空装置组成,负责把从涂胶机器人上涂好胶的风窗玻璃提高到交接高度。一般涂胶机器人把风窗玻璃放置到一个适合操作者手动取放的位置。对于自动输送装置来说,必须要提高到交接高度,准备交接给横向移载装置。
(2)风窗玻璃横向移载装置 包括一套移栽电动机,两套真空系统及其他控制元件。横向移载装置从垂直提升处取过风窗玻璃,根据与机器人的数据交换,判断此块是前风窗还是后风窗,根据需要自动实现±90°的旋转,同时把工件输送到生产线的中心位置,与后续的随行安装设备交接。
(3)风窗玻璃随行安装装置 随行装置交接到前后风窗玻璃后,首先判断生产线的运行状态,包括生产线的起动、停止和变速等信息。同时判断车身所在位置,启动随行装置,自动计算寻找车身距离,误差在±5mm范围内。运行过程中,根据与机器人的数据交互,分析出要安装的车型,自动改变前后风窗间距,同时逐步下放风窗玻璃。运行到车身安装位置后,起动跟车随行,与车身同步运行,此时操作者完成其他工作开始安装风窗玻璃,先安装前风窗玻璃,然后释放夹具,夹具自动回位。此时操作者正好位于车身的后风窗位置,开始安装后风窗,整个过程无重力操作,大大降低了操作者的劳动强度,减少了操作者往返行走距离。夹具返回后,随行装置开始启动回位程序,准备安装下一辆车。整个装置包括生产线和车身识别判断系统、追击和跟线随行系统以及风窗安装系统等。
系统性能优势
1.生产节拍
普通的风窗安装,在60s的生产节拍下,只能有4名操作者,分成两组,前后风窗安装,可扩展的空间不大。分步式风窗玻璃上线系统可以在这个生产节拍下,实现2名操作者安装前后风窗玻璃,可扩展空间广。
2.劳动强度
一块风窗玻璃质量约25kg,不同车型质量不同,操作者手动操作,一天要成百上千次,劳动强度大,还要往返行走。分步式风窗玻璃上线系统可以自动运行,把风窗玻璃输送到需要安装的车身上方,操作者安装的过程是无重力操作,减轻劳动强度,同时可以实现多车型混线安装生产。
3.工艺安排
普通的风窗安装中操作者需要手动取风窗玻璃,往返于生产线和涂胶工作台之间,整个过程没有空余时间。分步式风窗玻璃安装系统自动运行风窗玻璃,操作者可以在等待的时候做其他的工作,使工艺安排更加紧凑合理。
结语
随着汽车工业的快速发展,生产效率不断提升,共线生产的车型越来越多,对设备的自动化、人性化和柔性化要求越来越高,像分步式汽车风窗玻璃上线系统这样的设备必将在生产线上得到越来越广泛的使用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论