适于汽车内外饰的新一代电镀级PC/ABS合金——电镀王
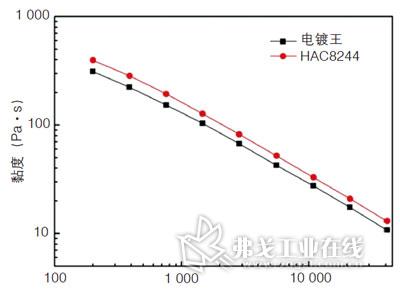
图1 PC/ABS电镀王和HAC8244的毛细管流变曲线
上海锦湖日丽塑料有限公司(以下简称“锦湖日丽”)的新一代电镀级PC/ABS电镀王TM是在其前一代PC/ABS材料HAC8244的基础上开发出的。该材料在达到汽车主机厂标准的同时,优化了成型性能和电镀适应性,能满足各类汽车内外饰电镀件的生产要求,从而成为汽车主机厂对于电镀级PC/ABS的新选择。
前言
随着汽车行业的发展,以塑代钢、低VOC排放、低气味以及环保节能等理念对汽车用塑料提出了更高的要求。同时在实际的车型设计中,工程塑料在整车中所占的比例也在不断提高,其中包括越来越多的工程塑料电镀制件(如PC/ABS电镀件),被应用于汽车内外饰的设计,包括散热格栅、车门把手、车标及仪表板饰条等。
在一个完整的零部件生产周期内,电镀级PC/ABS被要求赋予以下性能:优异的成型加工性能,对成型复杂制件的良好适应性;良好的可电镀性能,塑件能满足电镀要求,电镀件能通过主机厂的各项标准认证;出色的耐温、长期使用抗疲劳性能,能通过主机厂的总成、整车试验。

锦湖日丽推出的电镀王TM即是一种可满足上述要求的电镀级PC/ABS。该材料已通过了多家汽车主机厂设立的电镀标准(见表1),成为继沙伯基础创新塑料(SABIC)的MC1300和拜耳材料科技(BAYER)的T45PG等材料之后,汽车主机厂对于电镀级PC/ABS材料的新选择。
优异的成型加工性能
通常,用来评估塑料材料成型加工性能的方法有3个,分别是测试材料的熔融指数、制备流长比样条以及测试材料的毛细管流变性能。由于毛细管流变数据可以模拟塑胶原料在注塑的熔融、注塑和成型等各个阶段的剪切变稀后的黏度变化,从而能够完整评价材料的成型加工性能。因此,我们选择了通过毛细管流变仪试验来评估电镀王TM材料的成型加工性能。
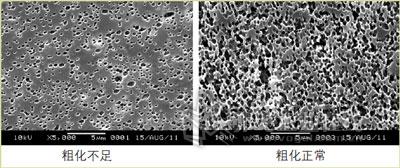
图2 电镀粗化环节刻蚀不足和刻蚀正常的SEM照片对比
单螺杆注塑机的注射过程可以分为3个阶段:第一阶段,是塑料在旋转螺杆与机筒之间进行输送、压缩、熔融塑化并将塑化好的熔体储存在机筒的端部;第二阶段是注射阶段,储存在机筒端部的塑料熔体被螺杆向前推压,通过喷嘴、模具的主流道、分流道和浇口,射入模具模腔内;第三阶段是充模阶段,即塑料熔体在充模过程中的流动、相变以及固化。
由于塑胶熔体是一种典型的非牛顿流体,在上述的3个阶段受到不同剪切力和压力的影响(见表2),其黏度处于一个动态变化的过程中。

在实际生产过程中,客户越来越倾向使用窄小的流道减小料把成本、使用点浇口自动脱模方便机械手的使用、采用薄壁成型减轻制件重量,以及采用高速成型缩短成型周期。这些都对材料在高剪切范围,尤其是接近105s-1剪切速率情况下塑胶熔体的流动性提出了更高的要求。通常,我们认为熔体黏度越低其流动性越好,而降低熔体黏度可以通过提高熔体温度(T)或者其剪切速率(γ)两种手段实现。但一味地提高熔体温度可能导致材料的降解、黄变,特别在浇口位置可能因为降解形成喷射状的注塑银丝。因此,应该选择在一定剪切速率下黏度更低的塑胶原料。
我们对电镀王和前一代材料HAC8244分别进行了毛细管流变试验,试验曲线如图1所示。从中可以看出,新的电镀级PC/ABS材料电镀王TM在全区段的黏度均小于HAC8244材料。以内径为1mm的点浇口为例,该位置的剪切速率通常为5×104~105s-1,在图中接近测试范围的最右端,两者的黏度分别为10.7Pa·s和13Pa·s。如果要达到同样的熔体黏度,使用电镀王可以降低5%的注塑压力,或者射嘴温度降低10℃左右。这样可以得到更大的加工窗口,并有效地降低生产成本。

图3 电镀PC/ABS HAC8244和电镀王的TEM照片对比。相态分布越均匀,其粗化后的坑洞分布也越均匀,而且不容易出现粗化过度导致的大面积塌陷
良好的可电镀性能
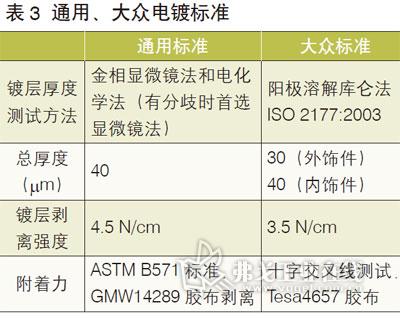
对于电镀PC/ABS材料而言,电镀性能是客户关注的重点,各主机厂的标准中也明确规定了材料的电镀性能。以大众、通用公司为例,其零部件与电镀相关的要求见表3。
在电镀标准中,镀层剥离强度的标准是最为重要的,因为其关系到零部件电镀后各项性能的稳定性和可靠性。如果剥离强度过低,会导致镀层的起皮、起泡,甚至在使用过程中剥落。
PC/ABS材料的电镀原理是通过强酸溶解材料中的丁二烯(B组分),在塑件表面刻蚀形成均匀的坑洞,再通过电化学方法将电镀液中的金属离子还原,沉积到塑件表面,形成致密的金属层 。
由于材料本身的结构导致PC/ABS中的B组分较ABS中的比例低,所以更难以形成密集均匀的坑洞,导致在剥离强度上,电镀PC/ABS较电镀ABS有天生的缺陷。以通用公司标准为例,要求电镀ABS的剥离强度为9N/cm。
在实际生产过程中,电镀厂经常将电镀PC/ABS产品和电镀ABS产品放置于同样的生产工艺中进行电镀生产,这就会导致电镀PC/ABS产品在粗化刻蚀环节粗化不足,其塑件表面形成的坑洞不够密集均匀(如图2所示),最终在产品上表现出电镀露塑、麻点及剥离强度低等缺陷。
锦湖日丽的电镀王通过特殊的挤出造粒工艺,使生产出来的粒子中丁二烯的分布更均匀;通过选择特殊的丁二烯原料,防止在注塑过程中橡胶相被拉伸或团聚(如图3所示),从而确保材料电镀时能够得到充足而适当的粗化。
通过注塑成型的经验可以知道,制件越复杂,注塑成型的难度越大。在制件上则表现出局部的分子链被拉伸,内应力集中在厚薄搭接的台阶处、转角、加强筋、螺丝孔柱及卡扣等位置。在这些位置上,镀层和塑件的结合力会较平均值更低,更容易出现剥离强度低甚至露塑等缺陷。因此,只有选择剥离强度更高的材料进行注塑成型,才能满足主机厂的标准。
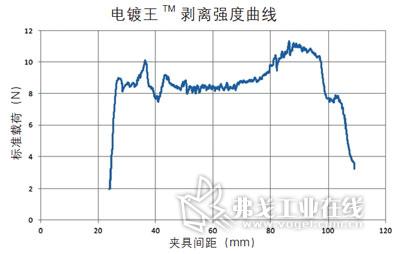
图4 电镀王剥离强度测试曲线(测试方法为ASTM D 638)
我们对电镀王进行了剥离强度测试,根据试验结果,可以看到在30~100mm的有效测试距离内,该材料的平均剥离强度达8N/cm以上,远高于通用公司4.5N/cm的标准要求,并且数值没有剧烈波动(如图4所示)。
出色的耐温性能
在经过注塑成型、电镀阶段后,外观合格的零部件还将经过主机厂苛刻的测试,才能最终装配在整车上。通常,耐热测试能够较全面地反映零部件的质量情况,特别是内饰零件,因为夏季车内仪表板的黑板温度能达到110℃的极限值。因此,对于电镀零部件的耐热测试一直是主机厂零部件标准中的重要项目。
电镀零部件通常需要通过热存放、冷热交变两种耐热试验,表4列举了通用、大众电镀零件的耐热标准。其中,冷热交变试验对原材料的耐热性能及塑件成型时的工艺合理性的要求更高。这也是主机厂经常选用电镀PC/ABS作为仪表板上的电镀饰条、车门把手等零件的原因。通常,电镀ABS零件的耐热性很难超过90℃,并且难以通过类似门把手位置的反复拉伸试验。
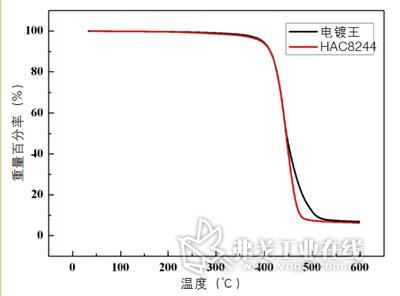
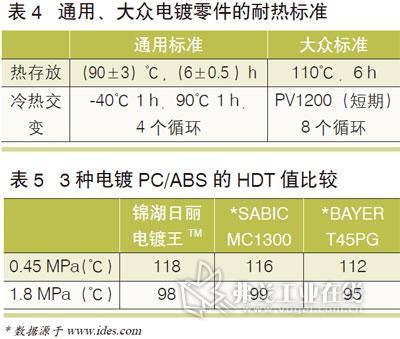
图5 电镀PC/ABS电镀王和HAC8244的TGA对比
如果不考虑注塑成型时材料内应力对于零件耐热性能的影响,材料本身的耐热性能将决定该零件的耐热试验结果。通常,用来表征材料耐热性能的数据有VICAT软化点和HDT(heat deflection temperature,热变形温度)。两者的区别在于:VICAT测试的是截面1mm2的标准压针刺入热塑性塑料1?mm深时的温度,它并不反应材料的实际长期使用温度;而HDT则表征材料在一定压力下发生变形时的温度。因此,HDT更接近实际使用中的状态。
我们对电镀王与SABIC MC1300、BAYER T45PG的HDT进行了比较(见表5),数据表明它们的耐热性能基本接近,均能达到主机厂的材料要求。
优良的热稳定性
通常,PC/ABS材料的注塑温度在240~270℃之间,但在实际的注塑过程中,由于剪切生热的影响,PC/ABS材料的短期温度甚至可以高达300℃以上(对于成型薄壁、投影面积大的零件,因注塑温度较高而使此温度更高)。如果材料的热稳定性不好,会发生降解,从而出现黄变,并在浇口等位置形成银丝。采用热重分析仪TGA(Thermo Gravimetric Analyzer)可以获知材料因加热而分解,小分子逸散后失重的情况。通常认为材料的热失重越小,其热稳定性就越好,从而意味着在实际的生产过程中可以使用更高的注塑温度,而不会出现银丝以及材料降解导致的性能劣化。
我们对电镀王和HAC8244材料分别在200~350℃之间进行了TGA试验,试验曲线如图5所示。从中可以看出,电镀王在280℃以上区间内发生的热失重明显低于HAC8244材料。也就是说,该材料可以适应更高的注塑温度,在强剪切——如采用点浇口的成型中,在浇口位置的热稳定性更好。
结语
综上所述,锦湖日丽的新一代电镀PC/ABS电镀王TM在满足主机厂的标准同时,优化了成型性能和电镀适应性,能够满足各类汽车内外饰电镀件的生产要求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论