中重卡车内饰塑料的应用概述
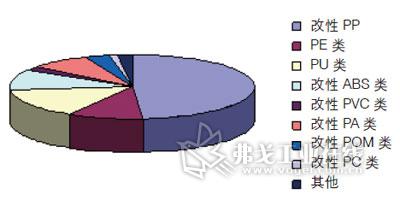
图1 汽车内饰件的取材现状示意图
本文对中重卡车主要内饰部件的塑料材质以及成型工艺的应用情况进行了简要的介绍,并对国内目前用于中重卡车中的内饰材料及工艺的发展趋势提出了自己的看法。
我国经济的飞速发展,在带动汽车行业近几年的迅猛发展的同时,也对汽车部件的生产和设计提出了更高的要求,主要表现在舒适性、安全性、环保性、美观性和经济性等方面。塑料及其复合材料由于不仅可使零部件的质量减轻约40%,采购成本降低40%左右,并且可通过适当的选材及成型工艺满足用户的个性化需求,迎合该市场的发展需求,近年来在汽车上的应用越来越广泛。尤其是在汽车内饰件中,塑料应用所占的比例逐渐增加。目前,除承载部件外,中重卡车的内饰件基本实现塑化。内饰件的取材现状如图1所示。
主要内饰零部件的选材及工艺应用情况
由于车内不同区域的使用功能不同,因此其材质和工艺的选择也会有所不同。笔者从实际出发,对中重卡车的主要内饰部件,如仪表板、座椅卧铺、门塑料件、顶盖和侧后内护板组件以及地板组件等的材料选择及工艺应用进行了介绍。
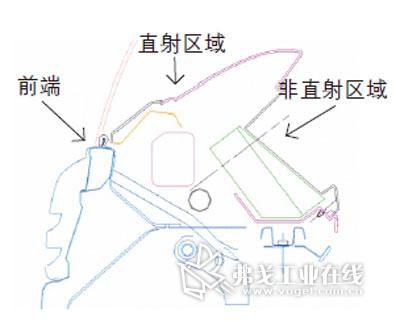
图2 仪表板温度分区控制示意图
1.仪表板
仪表板是汽车内饰件中的一个重要部件,它集安全性、功能性、舒适性与装饰性于一身。其每一部分的设计都主要围绕自身的功能进行,具体如下:
(1)仪表板需要具有一定的刚性,以保证其所附的零件在高速和振动的状态下能够正常工作,而且需要具有较好的吸能性,使其在发生意外时能够减少外力对前排乘员的冲击。仪表板的本体骨架可选用金属骨架或矿物增强PP材料,中部面板、组合仪表饰框结构由于复杂精巧而常选用较硬的PC/ABS。
(2)仪表板需要有较好的耐温性,以保证仪表板的正常使用。其前端材料的耐温要求>120℃,阳光直射区域的耐温要求>110℃,而阳光非直射区域的耐温要求>90℃(如图2所示)。仪表板本体表皮的耐温性要求较高,可选择PVC/ABS或改性PP。
(3)仪表板还需要具有一定的美感。其本体采用搪塑工艺可提高表面质量,但成本较高,目前仅高级轿车的仪表板采用这种工艺,而中重卡车通常选用吸塑或注塑成型工艺。仪表板的中部面板、左右空调出风口饰板和中间装饰条可在表面增加桃木纹理或进行水转印处理,材料可选用极性材料,如ABS、PC等适于喷漆的材料(非极性PP材料可经过表面活化后喷漆,但通常工艺复杂,且喷漆质量较难控制)。
(4)要对仪表板的表面光泽度进行控制,以防炫目。可选择使用PP材料或PVC/ABS,前者的光泽度<5,而后者的光泽度<3,效果更佳。另外,也可通过对塑料件进行表面喷漆、模具花纹喷砂的方法,降低其表面光泽。
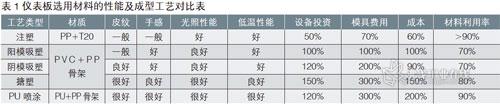
(5)基于柔软手触感的要求,仪表板本体基本上可分为硬质和软质两大类,后者较前者更显档次。硬质仪表板本体的结构简单,为同一种材料构成,一般不需要表皮材料,可通过注塑机直接注塑成型。软质仪表板的本体由表层、缓冲层和骨架这3部分组成,且使用多种材料,通常可选择PVC/ABS+PU泡沫+金属骨架/矿物增强PP材料/ABS/PC,通过阳模吸塑、阴模吸塑、搪塑和PU喷涂等工艺方法成型而成。对于商用车的仪表板本体,考虑到成本及客户群的要求,在低档车中通常采用硬质材质改性PP注塑成型,在高档车中则多采用PVC表皮(吸塑成型)+PU泡沫(浇注成型)+钢骨架(冲压成型)/矿物增强PP(注塑成型)材质复合成型。仪表板本体选材的性能及成型工艺对比具体见表1。
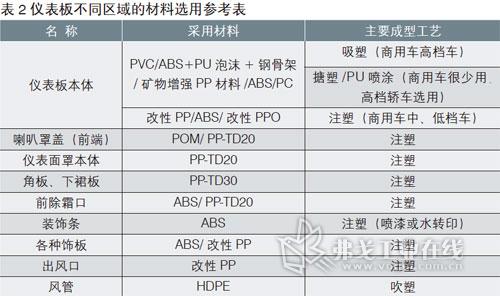
综合考量以上各种特性,仪表板各部位的具体选材见表2,而每种材料的性能要求见表3。
2.座椅和卧铺
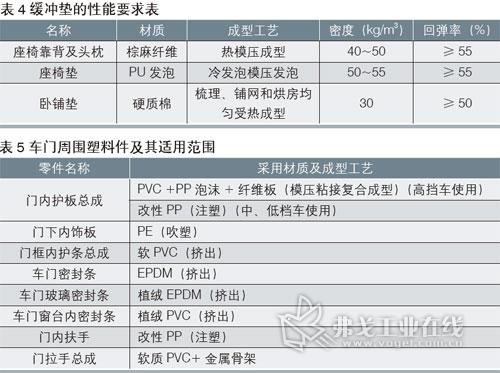
座椅是司机和乘员的主要活动区域,对舒适、安全和美观性要求较高,而卧铺是司机及其他乘员休息的主要场所。座垫、布料及部分弹性体通常采用非金属材料,以提升其舒适性和美观度。
(1)座椅、卧铺缓冲垫:目前多采用冷硫化方法来生产软质的高弹性PU泡沫材料,这不仅可以使座椅的造型更符合人体的座姿,还能够提供恰当的减振功能。考虑到客户的更高要求,欧洲部分车辆的座垫通过异种发泡塑料胶粘剂进行粘结,或使用一个或几个混合头的设备来发泡不同配方等多发泡区域技术,实现不同部位不同硬度的座椅垫(压缩硬度:中央部位为5kPa,而左右侧位为13kPa),从而进一步提升舒适度及安全性。各部位缓冲垫的材质选择及部分性能要求见表4。

(2)坐垫的下部还可增加气囊,以提升舒适性。
(3)座椅表皮可选择PVC人造革、各种化纤纺织品和真皮等材料,而中重卡车的主料多采用涤纶复合聚氨酯机织物、针织物(耐磨、密实),前者由于价格便宜而采用较多;侧面则采用涤纶复合聚氨酯机织物和人造革,前者由于更为美观而采用较多。
(4)防尘罩选择普通橡胶。
3.门塑料件
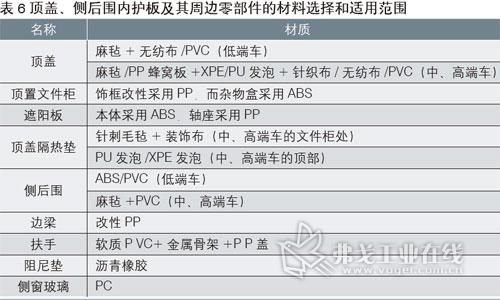
门内护板是门上的主要塑料件,其性能要求是:弯曲模量≥1500MPa;缺口冲击强度≥20kJ/m2;最高耐热温度为90℃,且24h不变形;耐受-40℃的低温,24h加热至常温无开裂;进行条件为-40℃的低温落球冲击时不开裂;耐刮擦特性≥4N、6N和10N;燃烧速度≤100mm/min;气味性≤4.0级;有机物散发≤50ugc/kg;气雾冷凝≤2mg;不能含有铅、镉和六价汞。门内护板需要和内部空间相协调,以满足放水杯或杂物等的功能性需求,同时还需要与仪表板一样承受高的冲击载荷。
其成型工艺可选择注塑成型和模压粘结复合成型。门内护板可选用PP,也可选择PVC/ABS+PU泡沫+纤维板PVC发泡革+纤维板门内饰板。其中,纤维板包括再生纤维板、麻纤维板和木粉板,中间层采用PU泡沫和PP或PE泡沫,装饰面料采用织物和PVC人造革膜。门上主要塑料件的材质及成型工艺见表5。
4.顶盖及侧后内护板组件
顶盖及侧后内饰板的主要作用是提高车内的装饰性,提高与车外隔热、绝热的效果,降低车内噪声,提高吸引效果以及提升乘坐舒适性和安全性。
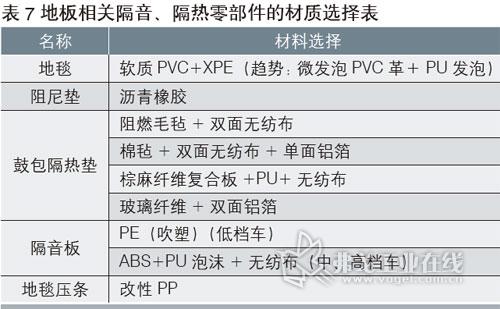
货车顶盖的覆盖面较大,通常选择硬质材质,主要由饰面、泡沫层和基材这3层组成。低端车可取消中间的泡沫层,利用大型成套生产设备进行热压成型。由于太阳直射,通常顶盖的温度较高,因此顶盖内饰的耐热性和耐候性指标要求较严。另外,卡车前部的文件柜处空腔容易形成风鸣,因此会在顶盖上部及文件柜内腔的白车身上局部粘贴软质隔热垫。这种隔热垫的面料和泡沫层通常用层压法或火焰法复合而成,其中的面料起装饰作用,而泡沫层起隔热、隔音、吸音和减振的作用。侧后内护板的要求相对较低,通常无中间泡沫层,可选用饰面和基材两层组成,有时甚至无基材。顶盖及侧后内护板以及周边其他零部件的具体选材见表6。
5.地板组件
地毯是地板组件的主要组成部分,需要具有隔声、减振、隔尘、隔热、防潮和耐磨等功能,一般包含面料层、背涂层和填充层。面料层可采用针刺地毯(PET)、簇绒地毯(PA/PP)或者PVC材料,卡车中最常用的材料是PVC。背涂层起支撑面料、优化地毯性能的作用,通常会选用PE或EVA材料。这些材料本身也可起到一定的隔声、隔热等作用。填充层则是提升整车档次的主要材料,不仅可用于隔声,而且能够改善整车的NVH性能,以及脚踩舒适的弹性与脚感,通常选用PU发泡或是一些废纺毡和毛毡材料进行填充。考虑废纺毡与毛毡的吸水性较强,卡车通常采用XPE发泡材质。与地板隔音、隔热相关的零部件的材质选择具体见表7。
目前内饰材料及工艺的发展趋势
1. VOC要求的提升
尽管国内对中重卡车车内空气的挥发性有机物浓度(VOC)并无要求,但是各大主机厂商考虑到用户对气味的感知,也逐渐加强了这方面的要求,在对各种零部件的气味、总碳、甲醛和冷凝组分进行设计时都设定了内控要求。具体而言,目前减少车内VOC的手段包括:可选用环保型胶粘剂,如水性粘接剂,以及不含或选用含酚醛树脂含量低的地毯和毛毯等。
2. 环保问题提上日程
随着环保问题被日益重视,欧洲各国要求汽车的废旧材料利用率在2000年达85%,在2015年时达到95%。选材时,尽可能使用便于分类回收和整体回收的材料,如尽可能选择单一材质。
3. 耗油量要求
要尽可能降低汽车自身燃料的消耗,减轻车辆自重是直接手段,这可以通过以下措施得以实现:开发塑料功能件,进一步替代金属和有色金属,比如用PC-ABS吹塑椅背替代PU发泡椅背,或者用玻璃纤维毡增强热塑性塑料、加强型PA和PC来制造支架、托架和多功能制件等;采用先进的生产技术和装备,如用气体辅助注塑技术生产大型的薄壁结构件,以扩大汽车塑料的应用,减轻车重;用低压注塑技术生产一次成型的车门内板(带骨架)等制件,以提高产品的性能,简化生产工艺,并提高生产效率;采用纳米复合材料,如5%n-MMT增强TPO,其刚度相当于25%~35%滑石粉填充PP的效果,不仅可降低产品密度和强度,实现减重,还可提高表面光洁度和着色力,而且收缩率也仅为普通TPO材料的50%。
4. 优异外观的要求
现在,汽车内饰对色彩、触感、纹理和厚度等要求越来越高。目前,通过使用双注塑成型工艺,可在一次高压成型操作中将PP材料的结构性基层与软质外层结合到一起,从而生产出具有混杂色彩、优良触感且更为昂贵的部件。
总之,随着国内塑料生产企业的不断发展,新的材料和工艺必将不断应用到中重卡车的内饰中,从而使得应用在内饰中的塑料材质和产品性能也得以不断提升。但是,需要注意的是,目前依然存在用于生产汽车专用塑料的原料性能和质量不稳定,牌号混乱且产品难以满足汽车生产的需要等问题。因此,如何在中重卡车中应用理想的塑料材质及工艺将是一直被设计师们广泛讨论和研究的课题。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论