整车动态异响问题设计优化思路浅析
本文对汽车整车动态异响做了明确的定义说明,对其产生机理和诊断解析进行了案例分析及问题解决思路归纳,整理提出了整车动态异响问题的一般解决思路,并且总结了如何优化设计避免整车的动态异响。
车轮旋转时不平衡的动态力、装配过程中积累的应力、发动机和传动系统旋转部件不平衡运动产生的动态作用力,直接或间接传递到车身,会引起整车振动和异响。在此,我们将以上提到的各种力统称为“整车动态力”。在其与力矩的共同作用下,整车会产生扭转、弯曲变形和振动,导致总成相互搭接装配件之间产生相对运动、摩擦及振动等,从而发出异响,并集中在动态路试过程中表现出来。
整车动态异响的产生机理分析
整车动态异响专指整车在动态路试过程中,其整车车身各部及总成装配件,在各种路况条件下,因整车动态力的作用而产生的各种异响。其产生机理为:整车在不同路况下行驶时,其车轮与各种特殊路面相互作用,致使整车动态力通过悬架、副车架等传递到整车车身各部,致使在力与力矩的作用下车身框架、车身各部钣金焊接搭接件、各系统总成装配件、车身附件及其他各部件发生扭曲、拉伸变形,以及搭接件及装配件的局部型面干涉而产生相对位移、摩擦,继而发出尖锐、沉闷或振响等各种异响。
导致整车异响的因素主要有以下几个方面:
1.车身系统各钣金件相互搭接焊接质量缺陷、板间连接强度不足或存在型面干涉等。
2.底盘系统中车轮及悬架的平衡力、底盘部件装配应力、底盘部件匹配设计缺陷、底盘管路及各部件间隙匹配装配缺陷和各螺栓及螺母的匹配误差和力矩衰减等。
3.电子电器系统各部件自身产品存在振动异响、电器产品与负载装配件存在匹配缺陷以及因车身等其他原因造成的电器部件与车身饰件间存在干涉、摩擦异响等。
4.内外饰系统异响主要源于各零部件单件产品质量、设计匹配合理性和装配缺陷;动力总成系统异响主要来源于动总产品自身质量缺陷(各运动件间的设计或安装匹配不佳造成运行时的异响)、管路系统的布置不佳及其他部件的间隙设计不合理等。
以上产生异响的因素主要源于产品设计、单件产品质量、产品装配工艺过程一致性及制造系统的稳定性等。故对这些异响问题的处理,必须对各环节进行多方面协同查找、优化初始的设计状态及制造系统,并把握现时现地现物的原则,针对故障情况进行追前堵后的排查,防止故障的再次出现。
整车动态异响的诊断方法
整车动态异响主要存在于下线车辆,且长期在颠簸路面、复杂路况及山区行驶的车辆发出异响的情况比较多。故整车制造厂必须对整车进行全面的检查诊断,在解决异响问题后方可交捡入库。
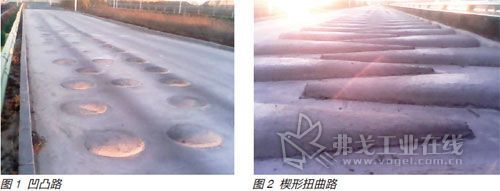
整车动态异响诊断方法一般分为正常起步、猛起步;正常制动、紧急制动;凹凸路(见图1)、楔形扭曲路(见图2)、卵石路、比利时路和钢索路等特殊路面以及绕8字等检测方法。具体如下:
1.起步与制动诊断
乘员为一人或满员,车门、车窗、空调及音响均为关闭状态。正常状态的起步制动环境检测挂挡、起步和制动时整车各系统是否有异常状况;而猛起步和紧急制动,主要检测整车车身、底盘及制动情况,并检测该状况下整车是否有异响。
2.特殊路面检测
测试车辆要求驾驶员一名、副驾驶一名,将车门、车窗、空调及音响关闭,车辆以不同的低速通过各特殊路面,成员及驾驶员对整车是否有异响(一般凹凸路及扭曲路可以检测出底盘、车身等系统的整车异响,卵石路和比利时路可以检测出其他内外饰件的振动异响,钢索路可以检测悬架系统及车身等系统的异响等)进行感官检测。
3.绕8字检测方法
测试车辆要求驾驶员一名,关闭车门、车窗、空调及音响等,并确保系好安全带,左右打死转向盘低速绕8字检测,驾驶员通过感官听觉检测转向系统、轮胎、换挡操作和其他系统是否有整车异响。
4.整车噪声评价
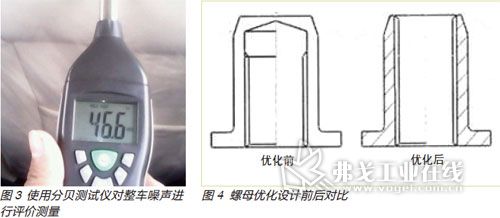
以不同的路况对车辆进行路试,在路试过程中,对其实施整车噪声评价,根据数据对在不同路面条件下行驶时测量到的整车噪声分贝值进行评判(见图3)。这种方法适合批次性抽检评价,用于指导制造生产。
整车动态异响案例分析
1.底盘前部异响
结合现场生产,某下线车辆在动态检测过程中发生底盘前部异响。经过反复路试,确认其异响来源于副车架与车身装配的固定螺栓处。而通过小组反复排查、分析后,最终确认是螺栓与螺母的匹配不佳导致在动态检测中,螺栓发生小幅位移导致碰撞异响。
按照8-D工作法,首先对现场故障车辆进行分析,并结合向前追溯向后排查的原则,制定现场临时遏制措施,比如在螺栓上增加垫片,消除该螺栓与螺母的微空间碰撞(验证有效并实施)。根据8-D工作计划开展故障原因调查及改进措施验证等工作。最终锁定为在选定螺母所使用的螺纹最小尺寸使得螺母螺纹行程不足,存在螺栓对副车架固定不牢靠的风险。
经过设计优化,对螺母进行打通优化(见图4),完全消除了行程不足的问题,并经过批量生产验证,该问题得以解决。
2.仪表护罩振响
现场生产过程中及AUDIT审核均提出,某车型有小批量的仪表罩振响问题发生,且集中在检测特殊路面鹅卵石路及比利时路,以及AUDIT审核50km路试的颠簸土路路面。使用特殊路面检测法,反复对故障车进行路试验证,确认问题点为护罩设计间隙过小使得整车动态力引起仪表台的振动,在仪表护罩处发出异响。
测试原则为确保被测试单件在完全不受其他零部件干涉的情况下进行反复路试、逐次验证和对比确认,具体确认方法如下:
(1)确认原故障状态
不改变故障车的任何状态进行验证,确定其异响原始状态。
(2)拆除故障护罩
通过路试进行验证(小批量验证),确认是否有异响,并对比原态异响是否有差异;结果大部分无异响(90%以上),但小部分依然有异响。
(3)拆除组合仪表
通过路试进行验证(小批量验证),确认全部无异响;结果发现组合仪表固定螺钉未装配到位。
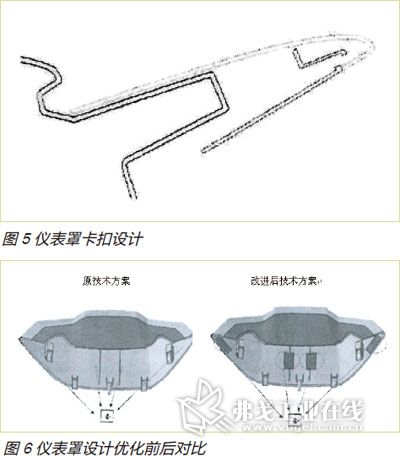
问题原因分析:经过确认其护罩设计装配间隙小是故障发生的要因,组合仪表装配不到位为次要因素;仪表罩与仪表板内表面设计间隙为1.0~2.0mm,且仪表罩由5个塑料卡扣卡接固定(见图5),周围悬空,动态路试时仪表罩可能会与仪表板内壁碰撞产生异响。
措施制定及问题解决方案:经过多次验证确认了解决的最终措施,即增加物料(毛毡)吸收振动(见图6),再次路试中发现异响问题彻底消除。

整车动态异响的一般解决思路
通常,在解决整车动态异响问题时,必须形成自己的一套解决问题的习惯和思路,这样才可以有效地推动问题的解决。还要对已经出现的问题做出迅速而有针对性的反应,达到有效控制,保障整车产品质量。这里介绍两种常用方法:
1.8-D工作方法
即采用8-D问题解决法进行整车动态异响问题分析,列出可行的遏制措施和工作计划,按照计划推动问题的解决。这是一种普遍应用于各行各业的问题解决方法,易于掌握和应用。
2.鱼骨图分析解决法
即采用普遍应用的鱼骨图分析的方法(见图7所示),来分析整车动态异响问题。此方法涵盖整车生产的各个环节,有效分析了其问题产生的各种因素,不会遗漏项目,因而很大程度的避免了错误判断,从而避免造成问题的延迟解决和重大损失。
优化产品结构避免整车异响
从案例可以看出,产生整车动态异响的原因往往是多方面的,但是最为根本问题的还是产品单件质量不合格、方案设计存在缺陷、装配工艺不合格及特殊环境影响等。尽管整车动态异响问题是一个十分复杂的系统性问题,但是利用一般性的方法和思路完全可以达成消除故障,保证整车质量的目的,同时兼顾了生产成本及效益。但是想要彻底解决此类问题,最根本的手段还是对整车产品各系统部件的设计进行规范和优化,保证设计质量合格合理,符合实际生产需要。例如,对内饰件的一些匹配性的安装件,必须保证合理的安全距离(见图8),避免整车在进行动态路试时发生异响。

故从设计上来考虑,各系统部件的相互匹配必须保证相对合理的安全距离。其次,对于单件产品结构设计,在保证其功能和性能的基础上,必须详尽考虑与其他关联装配件的合理搭配,消除存在摩擦、碰撞和共振等的可能性。而单件产品质量的控制是至关重要的一项,只有保证了配件产品的质量和一致性,才能消除其发生干涉、摩擦、振响及其他异响的隐患。另外,合理正确的选择装配工艺也是提高装配精度、在生产前期保障整车质量的关键环节。
结论
本文通过分析整车动态异响产生机理,得出检测动态异响的方法;通过案例分析,整理总结出整车动态异响的一般性解决思路,并对如何避免整车异响提出设计优化的方向,力求做到在设计阶段遏制整车动态异响,提高产品合格率减少找回风险。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论