焊装自动线节拍提升研究及应用
自动化生产线的节拍时间是指生产线在稳定生产条件下每生产一件成品或半成品所需要的时间间隔,而生产效率则为生产线在单位时间内能够生产出来的成品或半成品的数量。一般在描述设备或生产线的生产能力时使用生产效率,描述设备或生产线的生产速度快慢时使用节拍时间。生产线生产效率的高低直接影响到生产成本的高低,提高生产线的效率是降低生产成本的有效手段。所以,研究焊装自动线实际生产节拍的提升方法,具有降低生产成本、增强企业竞争力的重要意义。
生产节拍的获取
1.生产节拍计算方法
生产节拍(cycle time)是指流水线上连续出产两件制品的时间间隔。它表明了流水线速度的快慢和生产率的高低。关于生产节拍的确定,随着科学技术的发展,在不同的时期有不同的计算方法。一般在焊装自动线工艺规划阶段可以根据年生产纲领推算出其生产节拍,此节拍也是生产线的设计节拍。设计节拍的计算方法即:
生产节拍(min/车)=年有效工时(min)/年最大纲领(辆)×设备开动率(%)。
例如一天双班工作16 h,每年有效工作时间250天,年最大生产纲领为20万辆车,设备开动率为90%,那么生产线设计节拍为(16×250×60)/200 000×90%=1.08 min/车。
2.生产节拍测量要求
实际生产节拍即现场真实生产一辆车需要的时间,是通过现场记录得到的,通常采用现场实况录像记录加工艺过程分析所得。理论上,工位实际生产节拍应当与生产线设计节拍一致,但是事实上很少有哪个工位的实际生产节拍能够与生产线设计节拍吻合。因此,我们应该对实际生产节拍进行分析,使其与设计节拍吻合或是低于生产设计节拍,进而达到提高生产效率的目的。
生产线实际生产节拍虽然一般采用录像的方法测量所得,但是要求测量时必须符合批量生产条件,保证设备不停台,各工位能够循环运行,实车连续生产,这样测得的录像才可能分析出有效、真实的实际节拍。
3.生产节拍记录方式
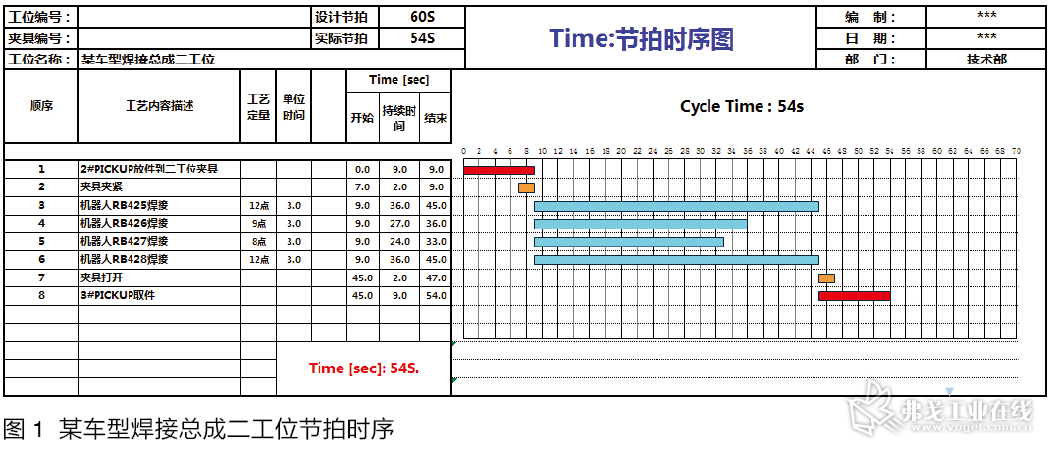
生产节拍的统计记录格式采用节拍时序图。该时序图结合录像,拆解出具备不同功能的设备运行的真实状态,例如传输装置的运行时间,焊接机器人的焊接时间,夹具的夹紧打开时间,不同车型不同焊钳的切换时间等。根据实际的工艺内容,按照生产线工艺运行动作顺序和起始时间,编制的具有可视化、可对比分析性的时序图。具体节拍时序图填写式样见图1。
生产节拍分析方法
生产节拍分析的目的是寻找制约整个生产线的瓶颈工位,甚至寻找到制约每个工位的瓶颈工序。主要方法就是依据生产中的工艺内容,依照实际节拍录像拆解工艺时间段,在时序图中对比分析查找严重影响节拍变化的瓶颈点(通常是节拍时间较长的工艺内容),但是提升节拍过程不能忽略每个工艺内容,因为每个工艺内容都有提升的可能,只是首先要攻克瓶颈节拍点。在此结合图1的节拍时序图简单说明节拍分析流程。
首先,确定工位工艺内容,包含抓、放件;夹具夹紧、打开;机器人焊接。
第二,根据每种工艺内容找到录像中的细分时间变化点,绘制节拍时序图。如图1中夹具点的绘制,夹具的夹紧起始时间位置为7 s点,持续时间2 s;夹具打开的起始时间位置为45 s点,持续时间2 s。
第三,根据进度条查找节拍时间持续较长的工艺内容,如在图1中不难发现4台机器人焊接节拍时间持续较长。
第四,进一步全面分析实际运行情况,包含运行动作轨迹、信号传输过程和工艺编排等。如在图1中,机器人RB425、RB428进度条尤为突出。进一步结合实际运行分析,起始时间位置点一致,说明信号传输过程一致;运动轨迹按照焊点位置进行,单位焊接时间一致,说明动作轨迹一致;工艺焊点数量机器人RB425、RB428多焊接4点,工艺编制存在差异,所以若想提升节拍可通过调整工艺编排的焊点数量实现。
一般节拍分析均为四步骤,其中最重要的是第四步,经过精细、深入和全面的分析,可以找到工序中最重要的瓶颈点,也同时会在最后一步制定出行之有效的解决措施。
实际案例应用及提升措施总结
1.实际案例应用一
(1)建立节拍时序图
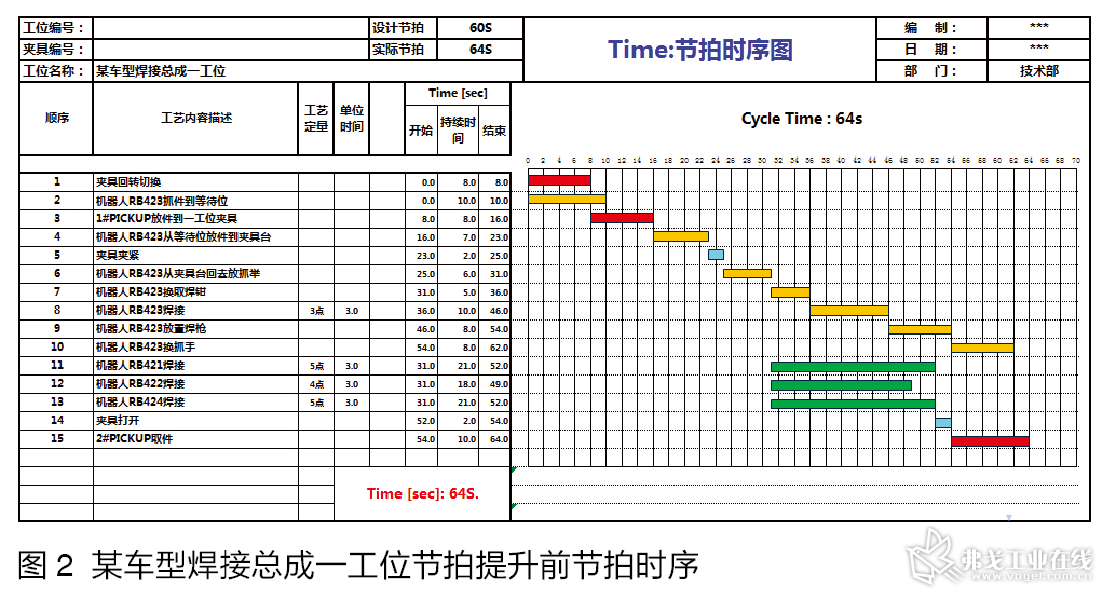
某车型焊接总成一工位,根据规划年生产纲领求得该车型设计节拍为60 s/辆。结合设计工艺内容前期预估设计节拍组成为转台旋转时间(8 s)+机器人RB423放件时间(9 s)+定位焊接时间(22 s)+夹具打开时间(2 s)+pickup运行时间(18 s)=工位设计节拍(59 s)。
通过现场实际录像分析得一工位实际节拍时序(图2)。由图2可得实际节拍为转台旋转时间(8 s )+机器人RB423放件时间(15 s)+定位焊接时间(21 s)+夹具打开时间(2 s)+pickup运行时间(18 s)=工位实际节拍(64 s)。
(2)实际节拍分析
首先,转台旋转时间与pickup运行时间为机械固定值,不可优化;其次,机器人间不存在等待且基本同时焊接完成,4台机器人焊接的均为定位点,焊点不可移,焊接时间不可优化;再次,机器人RB423放件时间明显高出设计节拍,初步分析,应该优化放件轨迹,但实际多次优化轨迹后没有效果,说明没有优化空间;最后,进一步分析机器人RB423放件时前后动作,同时查找始末时间位置点的电气信号源触发情况,发现机器人RB423放件前需要等待pickup反馈放件的电气信号,放件后机器人RB423完全离开干涉区才发出夹具夹紧信号使焊接机器人进入,机器人 RB423放件前后都存在干涉等待。
(3)节拍提升解决
等待pickup反馈放件的电气信号问题解决。在pickup放完件回原点路径中加一个信号点,使机器人RB423提前放件(具体位置如图3和图4所示),实现机器人RB423与pickup同步运行,提升了一工位节拍2 s。

放件后机器人RB423完全离开干涉区才发出夹具夹紧信号,影响机器人RB421、RB422和RB424进入焊接的时间问题。在机器人RB423放件完全离开至与机器人RB421、RB422和RB424无干涉位置就发出夹具夹紧信号(具体位置如图5和图6所示),实现机器人RB421、RB422和RB424提前进入焊接,与R423放件时间同步,提升了一工位节拍2 s。

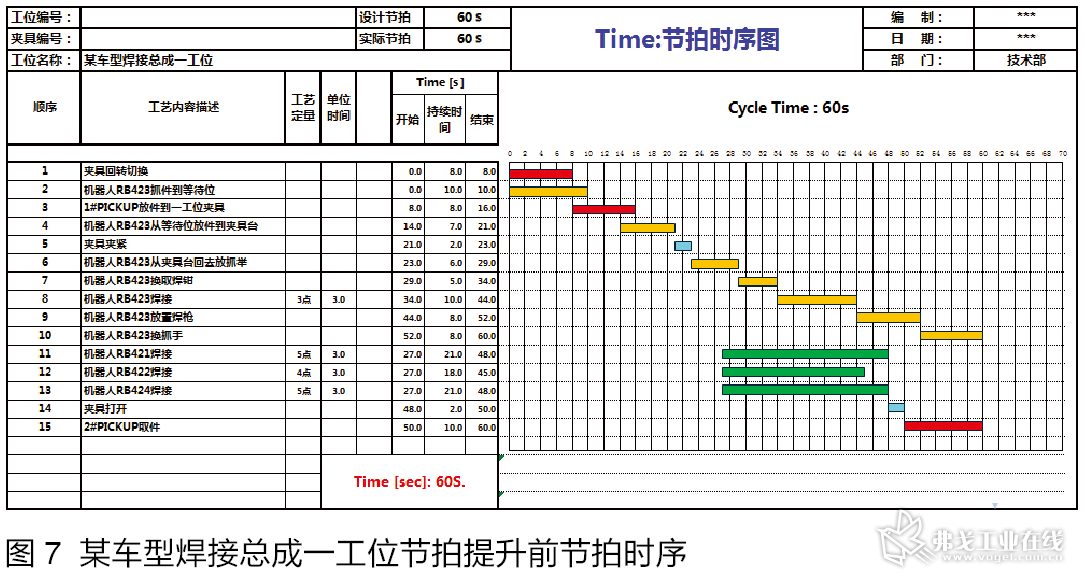
节拍提升后的节拍时序如图7所示。最终实际节拍为转台旋转时间(8 s)+RB423放件时间(11 s)+定位焊接时间(21 s)+夹具打开时间(2 s)+pickup运行时间(18 s)=工位实际节拍(60 s)。
2.实际案例应用二
(1)节拍时序图建立
某车型焊接总成五工位,根据规划年生产纲领要求得该车型设计节拍为60 s/辆;结合设计工艺内容前期预估设计节拍组成为:机器人RB438放件时间(10 s)+定位焊接时间(31 s)+pickup运行时间(18 s)=工位节拍(59 s)。
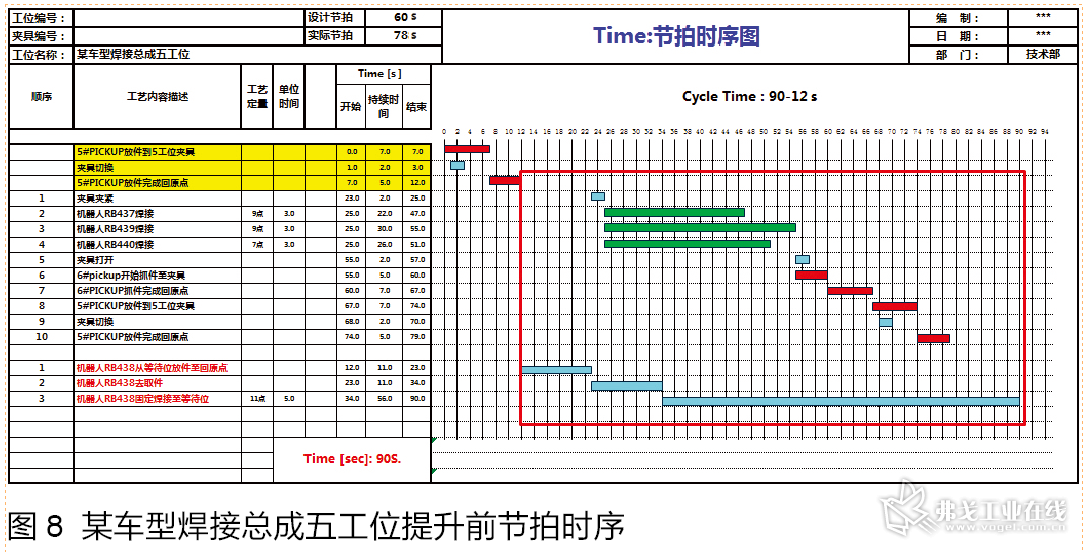
通过现场实际录像分析,充分考虑了实际生产前后衔接关系以及生产工艺内容并行关系,去除重复工艺内容后得出五工位实际节拍时序(图8)。由图8可得实际节拍为机器人RB438放件时间(11 s)+定位焊接时间(30 s)+夹具夹紧时间(2 s) +pickup运行时间(24 s)+等待RB438固定焊时间(11 s)=工位节拍(78 s)。
(2)实际节拍分析
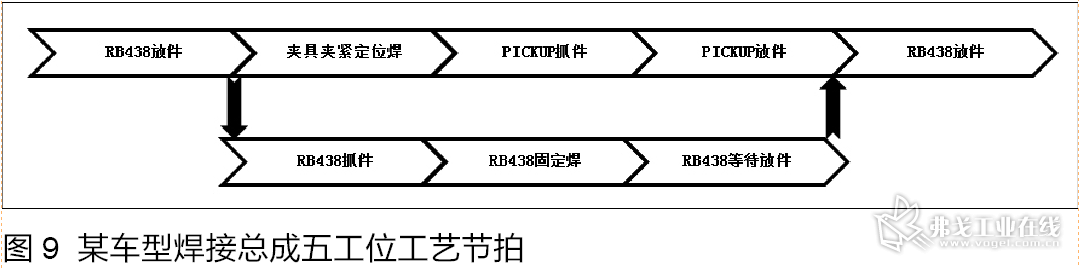
通过节拍时序图分析,节拍时间较长的变化点在于等待机器人RB438固定焊的时间(图8中最长进度条),所以节拍达成前提就是必须要消除等待机器人RB438固定焊的时间,即机器人RB438必须在“夹具夹紧定位焊接时间+pickup运行时间”内完成取件及固定焊后处于等待放件的闭环状态,如图9所示。
实际节拍状态为机器人RB438取件时间(11 s)+固定焊时间(56 s)=67 s,大于夹具夹紧定位焊接时间(32 s)+pickup运行时间(24 s)=56 s,可见闭环时间是不对等的,是影响节拍的瓶颈点。
深入分析可知,排除等待固定焊接时间后实际节拍仍然有7 s超出,所以需要提升超出设计节拍的机器人RB438放件时间、定位焊接时间及pickup运行时间。
(3)节拍提升解决
节拍提升的主要解决办法为提升机器人RB438取放件时间,调整优化机器人RB438焊接及取放件轨迹,优化RB438与RB440干涉区,使RB438取件与RB440焊接同步,提升取件时间1 s;提升RB438机器人固定焊时间,将RB438焊接的1个焊点移给本工位RB440,同时将3个焊点移出给其他工位,提升固定焊接时间20 s;提升定位焊接时间,将RB439和RB437各自移出2个焊点,优化焊接轨迹,提升焊接时间8 s;提升pickup运行时间,优化pickup运行与夹具夹紧打开、车型切换之间的干涉位,提升运行时间2 s。
在提升节拍过程中需要充分识别机器人RB437、RB438、RB439和RB440的强干涉和弱干涉区域,特别是要对空间受限严重的机器人RB438进行干涉点验证,保证生产线运行正常。
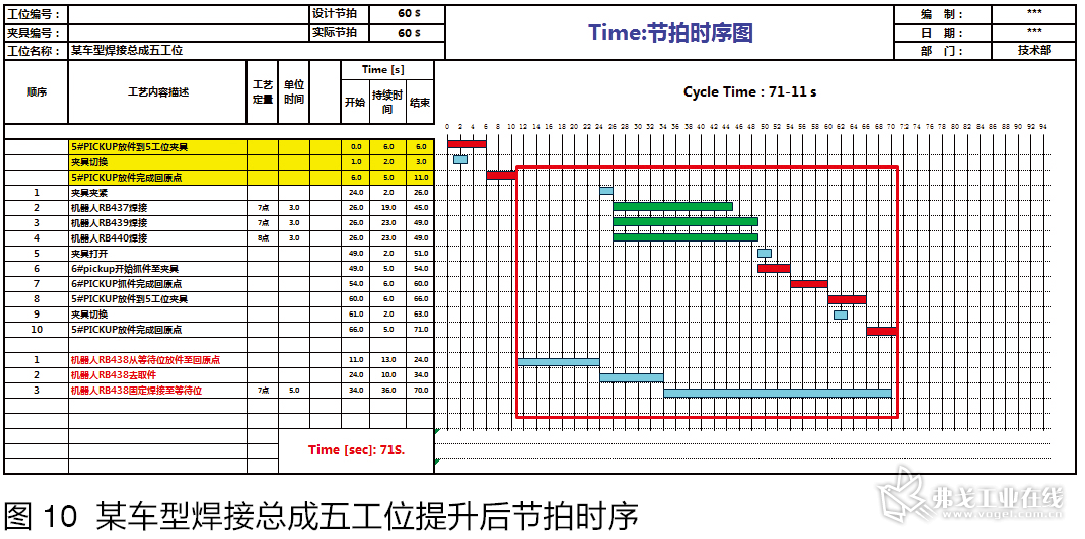
节拍提升后的节拍时序如图10所示。最终实际节拍为机器人 RB438放件时间(13 s)+夹具夹紧定位焊接时间(25 s)+pickup运行时间(22 s)=工位节拍(60 s),实现节拍提升18 s。机器人RB438取件时间(10 s)+固定焊时间(36 s)=46 s,小于夹具夹紧定位焊接时间(25 s)+pickup运行时间(22 s)=47 s,形成节拍闭环。
3.节拍提升措施总结
节拍提升措施一般由简到繁,机械调整(气缸打开、夹紧速度等)>机器人轨迹优化>焊点重新分配>电气程序更改。在超节拍较严重情况下,应将后两步措施优先考虑。
(1)焊接类节拍提升措施
对所有焊点焊接参数整理,优化焊接参数焊接时间、加压时间,并且优化焊接轨迹,适当提升焊接速度,缩小干涉区,消除机器人之间的等待。同时还要对工位内、工位间的焊点顺序进行调整,保证定位精度,连续焊接消除重复动作,将焊点移到节拍富余工位进行焊接。
(2)电气程序类节拍提升措施
优化传输装置与夹具切换的干涉区域信号时序;优化机器人焊接进出与夹具夹紧打开的时序;优化机器人抓放件与夹具工装夹紧打开的时序;优化机器人焊接与伺服控制装置运行(如滑台滑出,转台转动)的时序;优化机器人与机器人之间的运行时序。
结束语
本文阐述了焊装自动线节拍提升的重要意义,介绍了节拍测量后节拍时序图的编制,并且联系实际工艺内容,进行了节拍分析,找出了节拍的瓶颈点,实施了节拍提升措施。同时结合实例说明了节拍提升的过程分析流程,总结出具体的节拍提升措施,为焊装自动线生产实际中节拍提升工作提供了解决思路和方法。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论