测头种类的特点与选择
在配置三坐标测量机的测头时,操作人员实际会面临来自多个方面的选择困难,比如 “扫描测头和触发测头的选择”“三轴联动和五轴联动的选择”“接触式测头和光学测头的选择”等。因此,操作人员有必要从技术角度了解各类测头的特点及适用场合和限制,以便在综合条件下能够选到最为适宜的测头,满足测量要求。
触发测头与扫描测头
经过测量分析,测点数目能够给工作人员很清楚的指示,如果被测零件的测量要求中有关于圆度的测量需求,那需要使用扫描测头。从测量效率和合理性出发,事实上不仅是圆度,其他类型的形状公差测量都应采用连续扫描测头,否则难以准确地评价被测元素的形状公差。
扫描测头在进行单点触发采点时,其工作方式与触发式测头有很大的区别。触发式测头的采点是在测头触发开始时发生的,而扫描测头则是采用模拟信号转换的方式,其单个采点是在测头触发结束、测针离开物体表面时发生的。这两种不同的采点方式造成的最显而易见的区别就是触发测头采点速度显著高于扫描测头。触发测头的采点给人的感觉是“一碰即退”,而扫描测头采点则是测针碰到工件后,会短暂粘滞在工件表面,然后缓慢回退至离开工件表面。因此,当没有扫描测量需求时,用触发式测头在测量效率上反而要高于扫描测头。
另外值得一提的是,一些特定功能必须依靠扫描测头才能实现,例如“自定心”。“自定心”的应用场合一般是用于寻找小孔的中心点、槽的底部等等,这就要求测头具备搜索功能,直至测头的模拟信号达到一个符合条件的稳定状态后才进行采点,这个功能是“一碰即退”的触发测头无法实现的。
固定式测头与旋转式测头
和旋转式测头相比,固定式测头最显著的优势是其测针携带能力。固定式测头由于其结构设计上的先天优势,一般允许携带的最大测针重量和长度要明显大于旋转式测头。所以在有深孔测量、大零件测量需求的场合,选择固定式测头更为普遍。但是我们在进行较为复杂的测量任务时,由于测头无法变换角度,就需要根据不同的测针方向来配置吸盘。因此,对于配置固定式测头的三坐标测量机,双层甚至三层换针架都非常普遍,而测量过程中的换针动作也相当频繁。旋转式测头的应运而生就是为了克服固定式测头的这个弱点,测头座的俯仰和偏转功能能够在不换针的情况下大大提高测量的灵活性,但是,旋转式测头灵活性提高的同时却牺牲了部分测针携带能力。
有观点认为,固定式测头的精度要高于旋转式测头,这样的说法有些以偏概全。确实,对于计量级几何测量(亚微米级)来说,高精度固定式测头确实占据了绝对优势;但对于常规应用,并且没有诸如深孔之类的测量要求,那固定式测头相比旋转式测头并无任何精度上的优势。
三轴联动与五轴联动
五轴系统能够将两个旋转轴的运动带入到实时测量中,和3个直线轴协同工作,实现测头部分“边测边动”的效果。因此相比三轴系统能够带来更大的灵活性。随着当今工业技术的进步,五轴加工设备开始被普遍应用到复杂零件的加工上,但这一趋势尚没有在测量领域得以普及,绝大多数的坐标测量机仍停留在传统的三轴或四轴技术水平上。“五轴加工”与“三轴测量”之间的不对等势必会给测量带来一定的困难,造成测量盲区。
五轴系统相比三轴系统的另一个不同在于其旋转轴的分度,三轴系统的旋转轴仅用于变换测头角度而不参与测量,因此都有一定的角度分度值;但五轴系统的联动旋转轴参与测量过程,其测头角度是连续变化的,也可认为五轴系统的测头角度是无级分度的。
接触式测头与光学测头
从目前的状态来说,接触式测头与光学测头之间主要是相互补充的关系,而非竞争。三维光学测头有不同的分类,比如点光源、线光源、面光源,不同的测头其应用场合有显著区别。我们将光学测头的应用大致分成两类:表面数字化和三维测量。
对于表面数字化,其目的是要获取零件表面轮廓,这就需要大量获取轮廓的空间点坐标。而对于接触式测头来说,一个一个点逐次获取的方式是无法胜任百万数量级点数的要求的,哪怕是连续扫描测头,也只是通过测头不离开零件表面的方式来提高取点速度,本质上还是单点采集。这类应用当中,线光源和面光源测头就很好地弥补了接触式测头的不足,线扫描测头通过一条由若干点的激光在工件表面移动,即可扫描出一片区域;而面拍照测头则是通过一组编码的光线栅格,一次性获取一个特定大小区域内的点云。
针对零件特殊性,如软性材质、不允许接触的表面、微小特征、测量效率等需要非接触式测量,对于此类需求,点光源测头也很好弥补了接触式测头的不足。
其实,光学测头相比接触式测头还有另一方面的优势。接触式测头采点时,测头记录的是测球中心的空间坐标,然后根据测球半径来进行补偿,得出实际点的坐标。但当测量特定位置的三维曲线时,如果不按照测点的法线方向去采点,会存在半径补偿余弦误差;而如果按照测点的法线方向去采点,又会产生实际测点位置出现偏差的情况。这种情形在测量透平叶片时尤为常见。
非接触式光学测头直接利用光点的反射信号来获取被测点的坐标,不存在半径补偿的环节(图1),因此能够完全杜绝余弦误差产生的源头。再者,在测量易变性零件时,虽然测力不大,但零件还是会在力的作用下造成一定变形(如图2中的薄叶片,测量顶部截面时,叶盆式叶片受到测力影响朝叶背方向弯曲,反之亦然)。虽然弯曲变形量不大,但是考虑到叶片本身极薄,其相对变形量还是非常可观的,会对得出的轮廓度与位置度都造成非常大的影响。
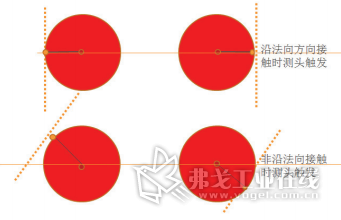
图1 不存在半径补偿

图2 零件变形
除点测头以外,面光源拍照式测头也具备三维测量能力,但是拍照式测头在用作三维测量时,并不是基于获得的点云来进行的,而是直接依靠捕捉的三维图像提取被测元素。而且,当拍照式测头用于三维测量时并不单独使用,而是配合接触式测头一起,由接触式测头负责建立测量基准,而拍照式测头则是针对一些特殊元素特征(例如孔、槽等)进行测量。
光学测头虽然有一些接触式测头无法提供的优势,但并无法完全替代接触式测头,其原因在于光线的可触及性不如接触式测头。测球的各个部位都可以去接触被测物体来采点,但光的传播是沿直线的,我们无法让光“转弯”,必然有一些特征让光线力所不能及,比如径深比很小的孔、或是需要L形测针的场合,接触式测头比光学测头更方便。
结语
没有最好的测头,更没有万能的测头,究竟怎么选择最终还是取决于测量需求。在纷繁复杂的测头种类面前,不以预算为导向,不求全能型测头,才能找到真正合适的产品,既快又好地做好质量控制。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论