揭秘!扁线电机定子的6大核心制造工序
如果问,我国新能源汽车的技术关键词有哪些,你的答案会是什么呢?
800V平台?SiC功率器件?还是轮毂电机?
作为当下最热门的技术趋势之一,扁线电机可谓首当其冲。自从特斯拉也开始采用这一技术后,围绕扁线电机的相关话题也愈演愈烈。我们此前也曾发布过多篇有关扁线电机的技术文章。

在实际上生产中,扁线电机会比当前的圆线生产要求更高的稳定性和合格率。今天我们就来看看,扁线电机定子生产过程中,当下主流的6大核心工序!
首先来看看定子产线的整体工艺流程:


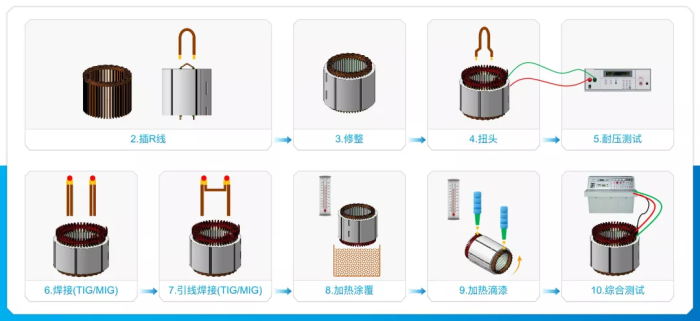
基本的生产工艺流程为插槽纸→制造发卡→穿发卡→端环定型→端环焊接→接星点→焊接处绝缘处理,其中线成型和纸成型以及插纸,这两个工序同步进行。
01
插纸工序
扁线电机的定子槽和导体之间设有绝缘纸,以保障异相导体之间以及导体和定子铁芯之间的绝缘。
一般来说,扁线电机插纸工序主要包括纸成型、裁纸以及插纸,常见的槽纸成型工艺有冷成型、热成型。
关于纸的形状主要有O型、C型、B型、S型,常见的为O型,B型和S型能显著提高绝缘性能,但是制造工艺较为复杂,且纯铜槽满率较低,稳定性差。
对于某些电机来说,由于工艺原因,其定子槽内相邻两异相的导体之间必须采用两张绝缘纸进行隔离,使得绝缘纸占用空间大,降低了电机的功率密度。
此外,由于两张绝缘纸之间彼此无关联,所以当前不便于使用设备自动插入定子槽内,这也成了扁线电机自动化制造生产过程中的主要痛点。
02
PIN线圈成型
定子铁心部分扁线制造主要有I-PIN,Hairpin,Wave Winding等几种工艺类别。
PIN线圈需要经过较直、去漆皮、裁剪、成型等系列工艺,一般采用激光去漆皮以及传统去漆皮。其中,传统方法虽然成本低,但也存在着去漆不干净、损伤铜线等问题。
成型工艺主要有冲压成型以及弹簧机技术成型等,后者的成本较高,但对铜线的损伤更小。
03
线圈插入
将卡线圈插到仿形工装内,再将所有发卡线圈整体抓紧插入到铁芯中,并压入到相应的设计尺寸。
这部分工艺中,跨层自动插入已经从以前的2层、4层,到如今升级为最新的6层、8层工艺。国内也已有部分企业能完成该项产品制造。
04
扩口、扭头、焊接
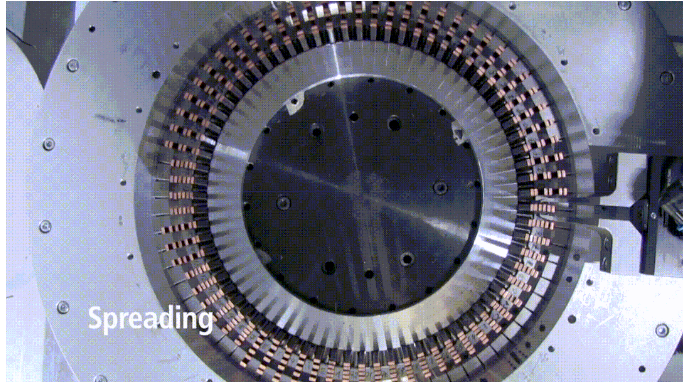
扩口工艺
将装有定子的夹具定位机构移至待分层扩口工位,扩口机构套住除最内两层以外的所有层扁线上端,并拉动扁线向外移动,相继完成所有层扁线的扩口。

扭头工艺
将扭头机构和定子移至工作位,扩口机构伸出抵住最内侧两层扁线的端部,使最内两层扁线端部对准扭头机构,然后扩口机构从扁线上端移走并收缩退回,再使最内两层扁线端部插入扭头机构,扭头机构的内模和外模朝相反的方向旋转,完成最内两层扁线的扭头工序,再次完成所有扁线的扭头。
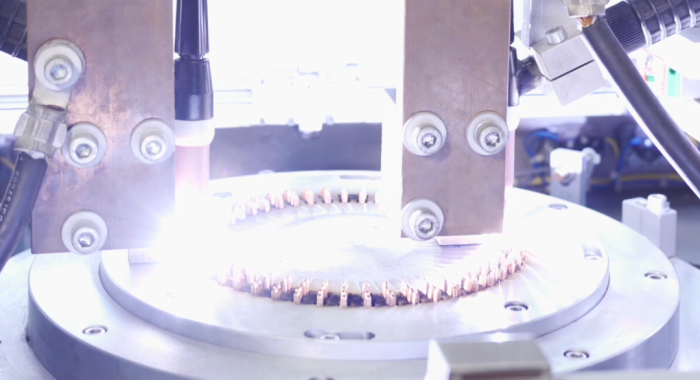
焊接工艺
现有的焊接方式主要有激光焊或氩弧焊,这两种方法均是通过瞬间高温将铜熔化而形成焊点,从而实现绕组的电气连接。同时也有其他企业采用CMT冷焊或其他焊接方法。
现有的激光焊或氩弧焊技术主要存在两个缺点:
一是激光焊和氩弧焊需瞬间产生高温将铜熔化,易损伤焊接点周围的漆包线漆膜,降低绝缘可靠性;
二是构成扁线电机定子绕组的发卡线圈或单边线圈数量较多,需要大量焊点,激光焊或氩弧焊一般对焊点逐个进行焊接,严重影响扁线定子的生产效率。
05
涂敷、浸漆
这一工序的详细流程如下:
|
涂敷上料 |
→ |
电枢预热 |
→ |
电枢涂覆 |
|
|
|
|
|
↓ |
|
电枢滴漆前 称重 |
← |
涂敷下料 |
← |
电枢固化 |
|
↓ |
|
|
|
|
|
电枢滴漆前 扫码 |
→ |
电枢滴漆上料 |
→ |
电枢预热 |
|
|
|
|
|
↓ |
|
电枢下料 |
← |
电枢凝胶固化 |
← |
电枢滴漆 |
|
↓ |
|
|
|
|
|
电枢滴漆后 称重等 |
|
|
|
|

涂敷材料目前主要有粉末和液态两种;浸漆工艺主要包括传统的浸漆、真空浸漆、真空压力浸漆、滴浸等,以及EUV浸漆工艺。
06
定子灌封
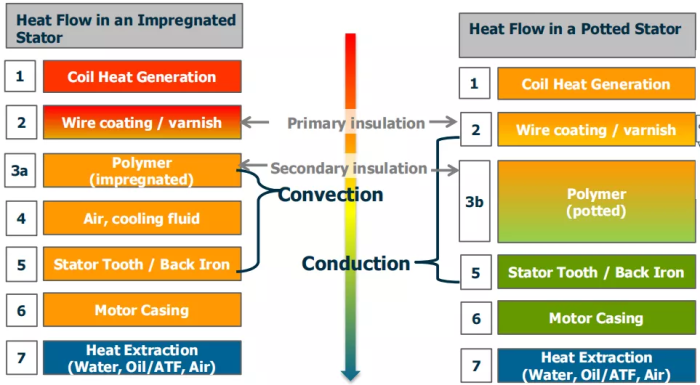
长期以来,电机热管理都是众多车企主要面临的挑战,日益增长的续航里程和功率密度,对电机提出了更高的散热需求,当下电机一直依赖冷却系统来实现热管理。
目前电机制造主要采用浸渍工艺,但存在散热性能较差、易破损、不耐有机机油等问题。在这种情况下真空灌封工艺应运而生。

对于真空灌封来说,所需要的灌封树脂需要具备以下特点:
固化前应具有较好的流动性。可渗透到绕组表面凹凸不平的缝隙中,灌封后工件外表面应光滑平整,使电机的旋转部分在转动时具有基本相同的转动惯量,减小电机在转速、转向突然变化时由于机械应力突热变化引起的振动,减小冷却介质对电机旋转部分产生的阻力。
对电机绕组应具有较强的粘接力,并具有较强的耐冷热冲击韧性和足够高的机械强度。
应具有较高的导热系数,以减小灌封胶内、外表面的温差,一方面可将电机绕组运行时产生的热量快速传导到工件的外表面。另一方面可减小由于温差引起的内应力。
具有良好的电绝缘性能和耐油性,灌封后电机定子形成一个整体,散热和定子模态刚度与阻尼性能有所提升,温升和振动噪声降低,防潮性、抗震性、耐电晕性能有所提升。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论