发动机 OCV 电磁阀卡滞问题解析
作者:张明兴
文章来源:AI《汽车制造业》
发布时间:2022-03-29
本文通过对OCV电磁阀的结构、卡滞机理的分析,从制造、设计和使用三个方面,论述了造成卡滞故障问题的关键因素,确定改进措施并综合改进,有效地解决OCV电磁阀卡滞故障报警率高的问题,为解决类似电磁阀问题提供参考。
发动机OCV电磁阀是控制发动机VVT凸轮轴相位角的关键零部件,OCV电磁阀故障会造成VVT凸轮轴相位角不正确,发动机报警。严重时发动机抖动,不能正常运转。OCV电磁阀最频繁且最易出现的故障为卡滞,分析卡滞产生的原因,解决卡滞问题是保证OCV电磁阀功能正常的关键。
OCV电磁阀结构如图1所示,通常由电磁线圈驱动机构、阀体、阀芯、复位弹簧、弹簧座圈、滤网和卡箍弹簧组成,阀体和阀芯通常为铝合金材质。

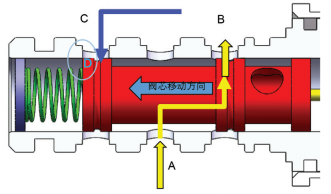
阀芯由弹簧和电磁线圈驱动,如图2所示,阀芯由电磁力作用向左移动,机油由电磁阀A口进油,B口出油到VVT齿轮,C口为VVT齿轮回油,随着阀芯移动,C口D区逐渐封闭,当有杂质流经该区就会卡在该区,当杂质较小时可能被切断,出现轻微的卡滞后恢复正常。
当杂质粗大时:①不能切断,阀芯不能继续向左移动会造成VVT相位角调整问题;②如果控制系统让阀芯向右移动,卡滞的杂质可能被回油冲走,卡滞解除;③可能杂质粘附在卡滞部位不能冲走,继续造成卡滞;④可能卡滞较严重,阀芯无法左右移动,完全卡死。如果刃口部有毛刺,在油液等作用下毛刺状态的变化,也会造成卡滞。
通过研究OCV电磁阀的结构和使用条件,对故障件的分析,电磁阀卡滞的主要影响因素可以分为4个方面。
阀体孔径及阀芯外径的尺寸精度直接影响到配合间隙,圆柱度误差也影响到实际配合间隙。随着油温的变化配合间隙也会微变,间隙过小就会影响阀芯的运动。表面粗糙度及表面质量缺陷、尖角毛刺等制造质量问题,影响阀芯在阀体中运动的灵活性,从而影响OCV阀的响应速度,严重时会造成VVT凸轮轴相位角的误差过大,使发动机运行异常并报警。
制造精度问题容易造成异常磨损和零部件损伤,致使零部件功能失效。目前,供应商十分注重制造精度。
阀内清洁度和毛刺是产生卡滞的关键因素。杂质颗粒造成卡滞是一个概率性事件,根据卡滞颗粒的大小和卡滞的部位,可以分为轻微卡滞和严重卡滞。轻微卡滞是能够通过电磁力和弹簧力自动解除的卡滞。严重卡滞是指电磁力和弹簧力难以解除的卡滞,必须采取措施以避免卡滞。
OCV电磁阀内部清洁度的颗粒大小、数量要求十分重要。杂质颗粒粗大,难以断屑,极易造成严重卡滞;颗粒数量越多,卡滞产生的概率越大,所以要严格控制清洁度,禁止大颗粒。清洁度属边缘工艺,很多公司重视不足,在清洗工艺及清洁度测量上不规范,所以在清洁度方面很容易出现问题。
在结构设计上要避免对清洁度的敏感性,避免易产生清洁度问题,要使内部杂质容易排出。通过对卡滞故障件的分析,结构设计上需要关注以下几种问题。
OCV电磁阀应用在油道环境中,细小的颗粒是无法避免的,要避免对清洁度的敏感性,所以断屑功能是必需的,阀芯、阀体刃口必须锋利,使断屑力小,容易断屑。
通过对卡滞严重的故障电磁阀拆检、研究,发现卡滞痕迹清晰,有些阀芯刃口损伤严重,如图3所示,阀体内壁损伤。阀芯刃口损伤存在两种情况:一是装配前有磕碰伤;二是切断粗大颗粒时造成。刃口损伤部位断屑能力差,极易形成卡滞风险;同时可能因卡滞损伤阀体内壁,造成更严重卡死情况。

发动机油道非常复杂,细长孔、交叉孔多,无法做到绝对清洁。为避免油道清洁度对OCV阀的影响,在阀外配置滤网,保证油道大颗粒杂质不能进入阀内,截面尺寸小于滤网孔径的小杂质颗粒是有可能进入阀内的,滤网孔径通常在200mm左右,电磁阀有切断0.2mm×0.2mm铝屑杂质的能力。
压装装配过盈配合的弹簧座,有可能产生压装损伤,形成脱落的杂质颗粒,掉到装配完成的阀体中,如图4所示。在结构设计时应该尽量不采用过盈配合的压装结构,便于保证装配总成的清洁度。压装产生的颗粒,有可能是粗大颗粒,从阀体排出困难,会造成严重的卡滞,并有可能损伤阀芯刃口和阀体内壁。

在我们的发动机OCV电磁阀中就出现过该问题,有一段时间我们发动机零公里故障率很高,有50%退返件重新装到发动机上,故障再现,属于严重卡滞。在现场台架试验,出现多起OCV故障报警情况,通过对故障件分析,发现弹簧座压装存在损伤零部件问题,对未装配的损伤件进行清洁度检查,阀体内清洁度不合格,存在大颗粒铝屑。挑出所有库存件内的压装损伤件,供应商对压装损伤进行改进和监控,卡滞情况得到极大改善,没有再出现严重卡滞。
通过提高电磁力和弹簧力,使解除卡滞的能力提高,降低电磁阀“卡死”的概率。
在零部件设计时应考虑杂质的排出。因弹簧座片的阻挡,阀体内杂质集中在出口部,排出困难,故障件拆检发现大部分卡滞痕迹都出现在该部位。
合理地设定ECU标定参数,配置电磁阀自清洁功能,使用好电磁阀十分关键。现代发动机都是通过ECU监控发动机的运行状态,控制发动机各个功能件的正常运行,当ECU实时监控到OCV阀工作不正常,就会按照设定程序发出报警信息,进行相关应急处理。因电磁阀内油液清洁度难以做到无杂质,短时间轻微卡滞难以避免,报警频次高。对于短时间轻微卡滞,通过优化标定参数和设置电磁阀自清洁功能,降低卡滞报警的敏感性,自动解除轻微卡滞,使OCV能及时恢复正常的功能状态,从而大幅降低报警频次。
在制造过程中保证零部件尺寸及表面质量,同时重点完成以下改进工作:①关注边缘工艺细节,去毛刺必须干净,各尖角部不能存在毛刺;②零部件掉落地面,存在变形和磕碰伤,必须报废;③阀芯刃口加工后必须有防磕碰伤措施,刃口不得有磕碰伤;④对于压装装配,要保证装配前、后零部件的清洁度,对压装工位定期清洁,零部件配合面尺寸及表面质量合格,零部件的润滑状态良好,压头及定位夹具状态良好、调整合格,压力和位移监控合理、可靠,严格监控压装损伤的出现。改进后没有再出现电磁阀“卡死”情况。
OCV阀内部清洁度对卡滞至关重要,重点严格控制。特别是粗大颗粒,存在造成严重卡滞的可能,其结果可能损坏电磁阀,必须更换故障件。OCV外部的进油道,对卡滞报警也有一定影响,需要保证产品清洁度要求。因有滤网保护,仅有细小颗粒杂质可能通过滤网进入阀内,其结果,仅有产生轻微卡滞的可能,不会造成严重卡滞。清洁度的提高,大颗粒的减少,有效降低了卡滞的概率。
优化ECU标定参数值,轻微卡滞造成短时间异常后又恢复功能,减少不必要的报警。设置自清洁功能,在发动机开机、关机及功能异常时加大占空比,进行几个往复动作,使不严重的卡滞得以解除,电磁阀功能得以恢复。
4.结构设计改进方面,实施困难,只能在产品设计时考虑,作为经验反馈,应用于新产品。
通过以上改进措施的实施,有效解决了OCV阀卡滞故障率高的问题。电磁阀的卡滞是杂质颗粒造成,必须根据产品要求合理控制清洁度。在产品设计时要注意电磁阀的卡滞解除能力及杂质排除,优化ECU标定参数和自清洁功能,降低对清洁度的敏感性,避免采用需压装装配的过盈配合结构。在制造过程中要严格控制OCV阀的制造精度,注重去毛刺和防磕碰伤,避免压装损伤,严格控制阀内存在粗大颗粒杂质,从而尽量避免严重卡滞的产生。


















获取更多评论