缸盖机体试制加工方案的精益化
发动机的缸盖和机体在产品完成设计后通常都要先经过试制验证,再投入批量生产。本文就某汽油发动机缸盖和机体的试制进行了探讨,取得了很好的经济效益。
我公司某款发动机为小型高性能四缸汽油发动机,缸盖为铸造铝合金材质,机体为灰铸铁材质。此发动机的开发基于我公司某一发动机平台,尺寸与某在产发动机相当,但结构有较大差别。该在产发动机试制后遗留下大量的试制工装,大部分处于闲置状态,为了避免浪费同时最大限度地降低新产品试制的投资,我们决定尽量采用现在装备,制定出一套精益化的试制加工方案。
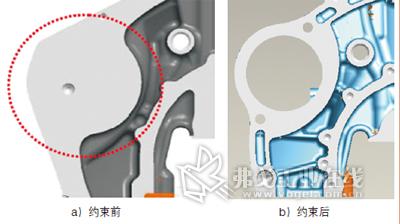
机体一处结构工艺性约束前后对比
精益化手段
为了实现缸盖和机体样件的精益化试制加工,我们对试制过程进行了全方位的分析,采取了一系列的精益化手段。
1.在产品设计阶段提出工艺性约束条件,使产品的工艺性得到有效保证,进而降低试制成本。
产品工艺性的优劣直接影响产品的制造成本,为此在产品设计阶段工艺人员便开始介入,针对概念模型、设计数模等与产品设计人员进行沟通,并提出了工艺性约束条件,这样在不影响产品性能的前提下产品的工艺性得到了保证,同时也避免了后期产品出现大的设计变更导致的变更费用。
我们从毛坯的铸造工艺性、加工工艺性等各方面来开展工作,讨论确定了毛坯铸造分模、结构壁厚、加工基准、加工余量和夹紧点等,共提出工艺性约束条件百余项,促使产品的工艺性达到最优化。机体一处结构工艺性约束前后对比如图所示。
2.充分挖掘闲置试制工装价值,变“废”为“宝”。
此款发动机和我公司某在产发动机在尺寸上较为接近,因此试制工装的尺寸也较为接近。如何利用闲置工装,是我们实现精益化投资需要思考的一个问题。
夹具方面,我们主要采取了以下两种方式对闲置工装进行利用,即:整体利用,改造零部件;整体拆分,利用零部件。对于手动夹具,我们采取了在夹具底板上重新布置或者更换定位夹紧元件的方式;而对于含有内部油路的液压夹具,我们则将其拆分,利用其液压缸、油管和压板等元器件。最终,我们共改造了7副夹具,拆分了2副夹具,利用其中的液压元器件。
此外,我们还与刀具供应商展开合作,对闲置的刀具进行梳理,整理出可利用的刀具以及可利用的刀柄等附件清单,共利用现有刀具20多支、刀柄60多支,充分发掘了闲置刀具的潜在价值。
3. 全方位开展标准化工作,最大限度减少非标设计和非标件。
非标设计和非标件往往周期长、成本高,与精益投资相违悖。为此,我们从产品设计入手,对产品的特性进行标准化审查,如安装孔配合公差、螺纹种类等;工装尽可能采购标准刀具、标准检具,调试加工过程中,使用标准刀具配合合理的编程路径来实现非标刀具的功能等。
4.集众家之所长,开展精益化采购。
在新购刀具方面,我们也采取了一些和以往不同的做法。例如,放弃以往的刀具外包,依据各刀具供应商不同刀具品类的性价比差异对刀具进行分类采购,使各子类刀具分别由性价比最高的供应商来进行供应,降低了总体投资。通过这项措施我们比以往节省了约5%的投资。
结语
通过采取以上各项措施,我们成功制定出一套精益化的试制加工方案,试制总投资比以往节约了20%以上。该精益化试制加工方案让公司的闲置资产得以重复利用,杜绝了浪费,实现了较好的经济效益。
AI《汽车制造业》
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多