在线振动监控提升强力珩齿加工质量
0 前言
目前国内乘用车变速器齿轮为了达到高标准的NVH要求,避免齿面烧伤,普遍采用了强力珩齿的工艺作为齿面的最终加工工艺。实际应用中,由于珩齿切削效率的限制,强力珩齿对毛坯状态和余量的要求很高,导致在很多零件加工时,难以避免地会出现因磨削阻力的变化引起的不同类型的振动,导致齿面一些带有固定阶次的振幅,反而让零件的实际NVH表现变差,产生很多复杂而不好控制的质量问题。PRAWEMA是目前国内应用较多的强力珩齿设备,其特有的振动监测系统为HRI(HybridReactiveIndex),能够提升强力珩齿的加工质量。
1 在线振动监控功能的原理
为了采集到设备加工时的振动数据,首先需要在机床的各主要快速运动部件上设置采集点,如图1所示。
PRAWEMA珩齿设备加工时的3个主要运动部件是:
(1)工件回转轴C轴,负责工件的夹紧和旋转。
(2)珩磨头回转轴B轴,负责珩磨砂轮的夹紧和旋转。
(3)尾座移动轴U轴,负责尾座的支撑和旋转。
通过在3个轴上布置的振动传感器,可实现实时数据采集,并通过瞬时测量设备传递到PC端保存。
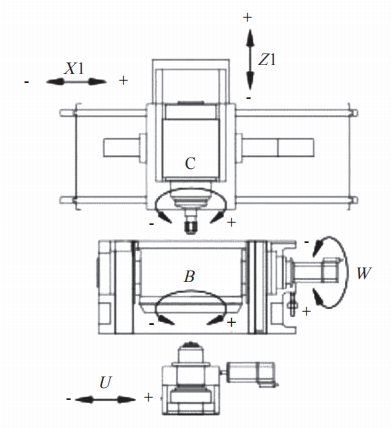
图1 PRAWEMA珩齿设备加工运动部件
2 强力珩齿的加工过程
强力珩齿工艺是珩磨轮主轴和工件主轴分别通过电主轴驱动,同时通过控制系统实现高度同步,加工过程工件沿轴向往复运动同时工件径向进给。利用啮合处的相对滑动,并在齿面间施加一定的压力来进行磨削加工。表1列出了强力珩齿的几个主要过程阶段。
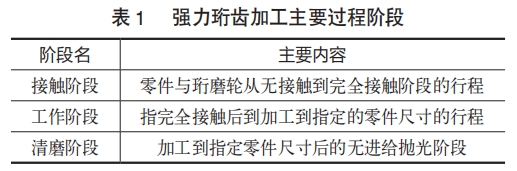
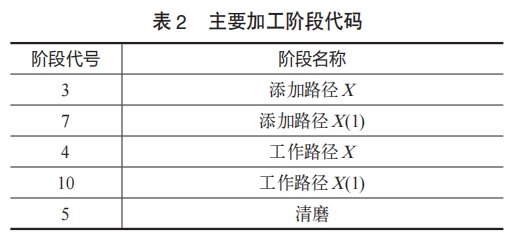
为了便于针对不同加工阶段的数据进行筛选分析,在振动采样时分别赋予一个数值代码,不同数值代码代表了不同的加工阶段,表2列出了几个主要加工阶段的代码。
正是由于珩磨过程中的应力和切削率低的特点,在加工过程中容易由于应力的周期性变化产生共振,进而导致零件表面呈现出周期性的纹理变化,从而导致齿轮在啮合时产生噪声。
3 HRI系统的应用
3.1 HRI频谱界面
HRI的频谱界面采用实时监控画面,如图2所示,其中横坐标为频率/阶次,可通过设定按钮进行切换,两者的换算关系是:
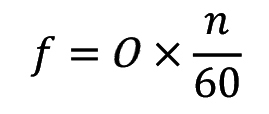
式中:f——频率,单位Hz;O——阶次;n——轴转速,单位r/min。
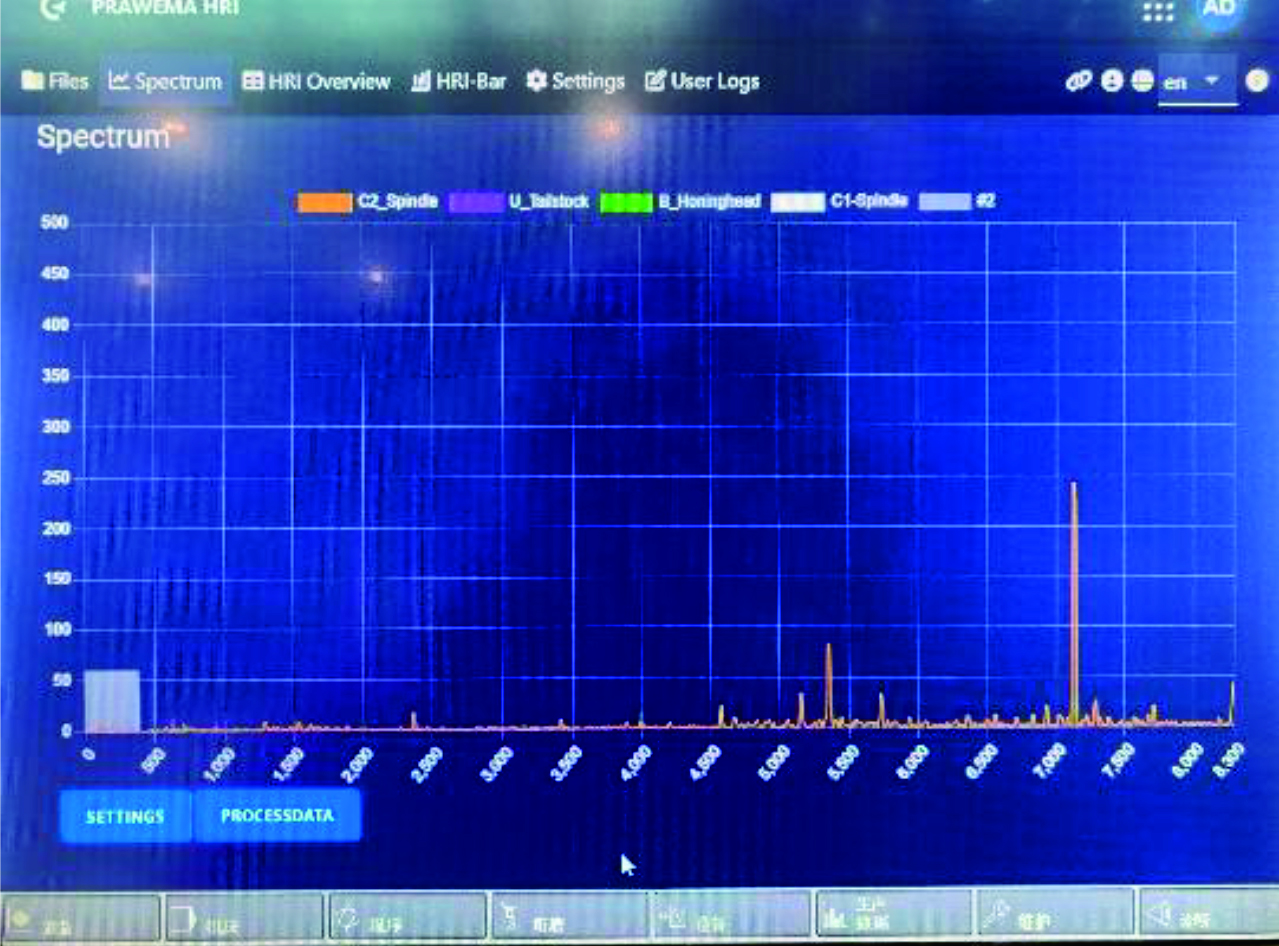
图2 HRI频谱显示界面
纵坐标为对应频率/阶次的振幅幅值,单位为mg,图形通过不同的颜色显示不同的轴的实时振幅曲线。
对于机器而言,其运动过程中必然存在一些固有的特征阶次和频率,表3列出了根据经验分析得出的部分已知的问题频率和阶次,便于使用者在分析解决问题时参考。
3.2 HRIanalyze+的界面
HRI系统针对加工时不同阶段的振动数据进行了采集和保存,数据以CSV格式存储在PC端,HRIanalyze+提供了针对CSV文件的多种查看方式,可通过表格、曲线和色阶谱线的方式进行分析。
CSV文件可以通过路径:\……\HRIdata文件夹进行获取,包含以下子文件夹:
HriDebugLog文件夹包含每一个工件随时间变化的加工过程参数。
HriLog文件夹包含每一个零件的HRI数据总览。
HriFFTlog文件夹包含每一个工件的各阶段的频谱数据,该文件是分析加工的振动的频率的数据,以下简称FFT文件,后面将重点介绍本文件的分析方法。
FFT文件名称采取固定的方式生成,包含了程序代号、加工时间、零件代号、轴号和工步。
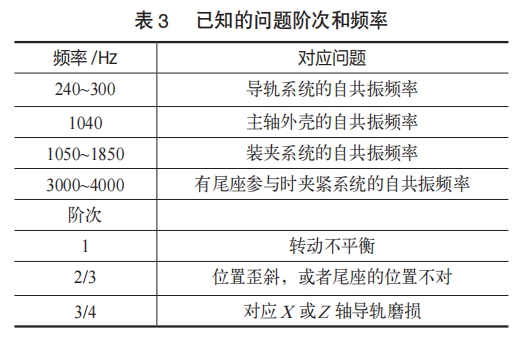
3.3 HriFFTlog文件列表
FFTlog文件导入到HRIanalyze+后如图3所示,每组FFT文件包含了近2h的所有零件数据,可通过时间或者工件记数标签找到需要分析的数据段。

图3 FFTlog导入HRIanalyze+
3.3.1 FFT数据的筛选
因原始导入的FFTlog包含了所有的数据,分析时往往不需要对全过程所有零件和所有轴进行分析,通过过滤选项,可以筛选出对于零件加工质量影响最大的轴和阶段,一般情况下,选择决定齿面最终形态的工作路径(阶段4和10)和清磨(阶段5)进行分析。
3.3.2 生成光谱图
完成筛选后的数据依然是以列表的方式显示,为了更加直观地发现加工过程的异常,还需将列表数据转换为光谱图形式显示。图4通过颜色从浅到深的色差,可以更便捷地看到一些特征频率和加工过程中出现高幅值的区间。
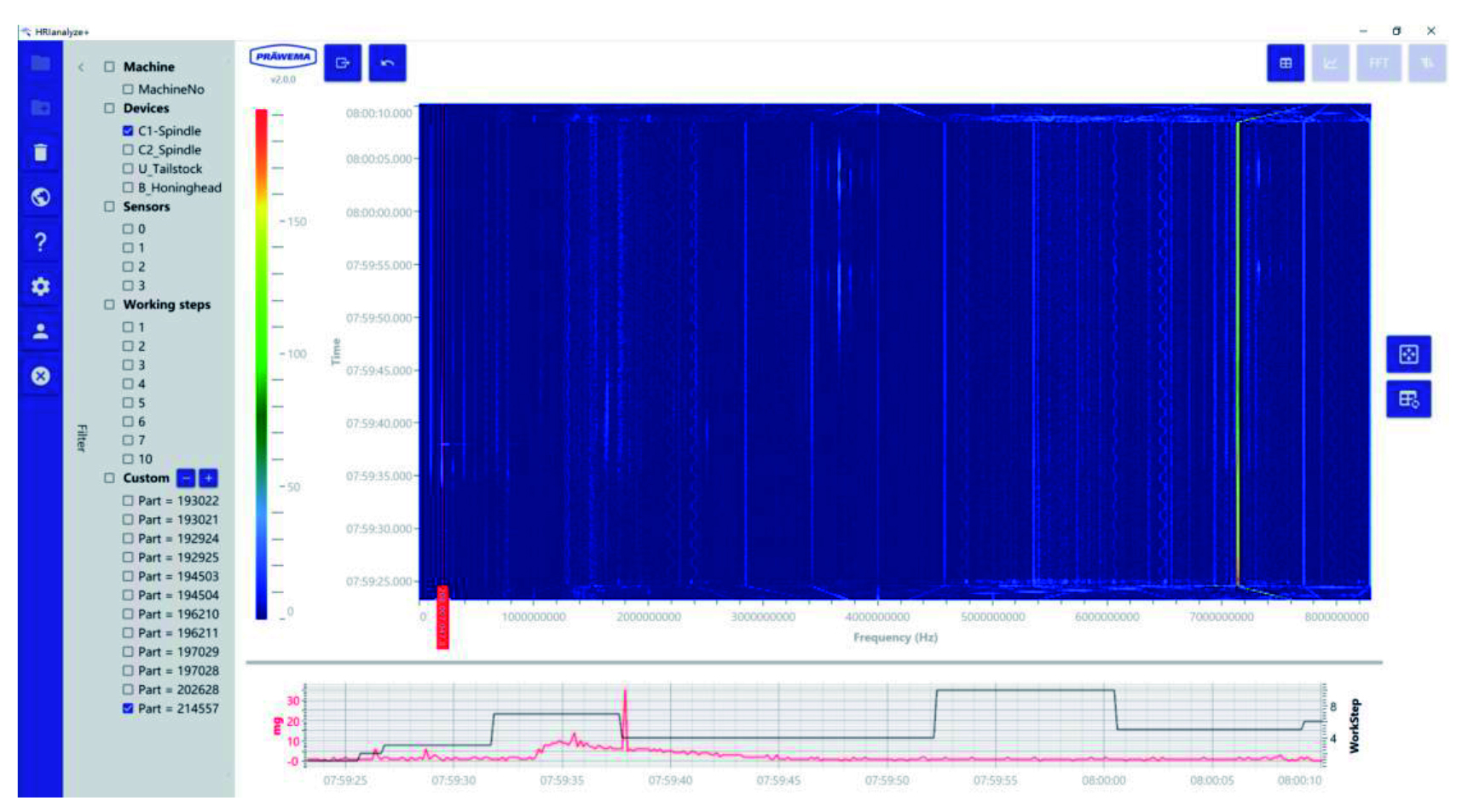
图4 FFT光谱图切片
3.3.3 对光谱图进行切片分析
为了更加详细地看到高振动幅值区域的阶次和发生阶段,可以选择对光谱图进行切片,切片图如图4所示,右下角红色曲线代表切片阶次的振动曲线,黑色曲线代表对应的阶段。
3.4 HRI和HRIanalyze+在实际加工中的应用
3.4.1 故障阶次和阶段的确定
举例:某珩齿设备出现加工后零件齿S形,对比分析频谱发现,相比于零件合格时期的状态,本次故障时32~36阶次在工作路径存在明显振动,已知高幅值振动区域后,为了判定该位置是否异常,可对比同一种工况下正常零件的光谱图,如图5所示,对比正常零件频谱,在同位置未发现振动,该阶次换算成频率为3081~3466Hz,根据表3的经验,该频率为尾座参与时夹紧系统的共振,重点排查工装与尾座的同轴度,经过重新校准精度,问题得到解决。
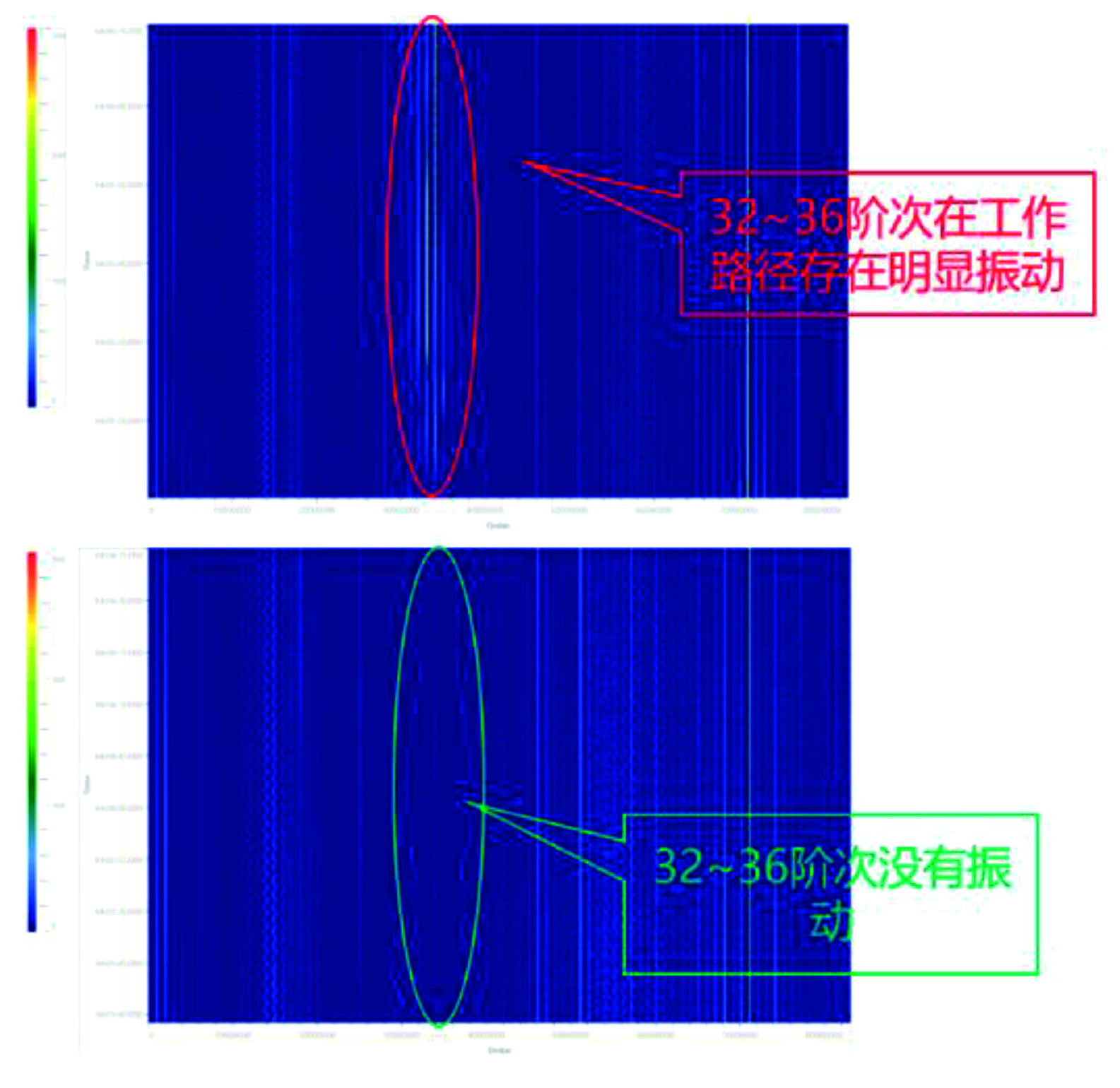
图5 FFT光谱图对比
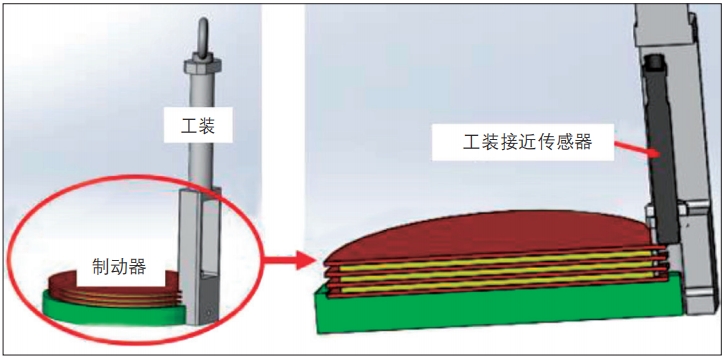
3.4.2 故障预防为了预防今后再次发生同样问题,可以在监控窗口进行限值设置和抽检超过设置限值的零件。如图6所示,对于阶次(2±2),珩齿阶段10,工件轴C如超过60mg振幅,零件将被送往抽检区域,提示操作者该零件存在风险,需进行检测,此举可以有效避免风险零件的流出。

图6 限值设置窗口
4 结语
本文只介绍了PRAWEMA强力珩齿设备振动分析的通用过程,这项工作在实际应用中是一个经验和数据积累的过程,因为所有的设备运行时必然存在振动,而判定哪些振动是正常的、哪些是异常的,需要大量检测数据的积累,其影响因子也是复杂多变的,文中提到的对比分析法是最快捷有效的。本文介绍的振动监控系统和分析方式,对于其他齿形精加工(如磨齿)设备利用振动监控进行故障分析也有参考价值。
参考文献
[1] 李云峰.珩齿加工技术现状分析[J].机械管理开发,2015,(5):78-81.
[2] 张才源,张引炳,黄超,石刚.通过强力珩齿改变齿轮表面波纹度来改善NVH,[J],汽车制造业,2023,(1):51-53.
[3] 郑辉,段亚军.强力珩齿技术在高精度齿轮加工方面的应用.[J].科技与企业,2012,(09):295-296.
[4] 李文浩,夏链,袁彬,等.基于模态分析的数控内齿强力珩齿机床身优化设计[J],合肥工业大学学报(自然科学版),2018,(11):1446-1450.
[5]陈宇.汽车齿轮珩齿加工缺陷的工艺改进新方法.[J].汽车工艺与材料,2020,(03):45-49.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:朱俊华1 张延富1 郝宗民1 陈健1 李威达1 霍杰2 周兴云2 ,单位: 1. 义乌吉利自动变速器有限公司2.宁波吉利罗佑发动机零部件有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

-

防错技术在变速器装配线的应用研究
本文将从防错定义、错误类型、防错技术原理及类别等几个方面对防错技术进行阐述,并结合实际案例加以说明,为变速器装配线及汽车行业装配过程降低错漏装问题提供解决思路。
2024-08-17
热点文章
-

直播预约 | 尺寸偏差、缺陷遗漏、反复整改?从试制到量产,如何从容应对车身质量挑战
2026-07-31
-

直播预约 | EINES-AI视觉赋能整车制造:焊装到总装的质量控制
2026-08-04
-

某间接式热泵架构电驱低温余热利用控制方法的仿真优化研究
2026-08-04
-

电动汽车分布式牵引力控制功能开发与优化研究
2026-08-03
-

德国马牌携手品牌大使尹正,共塑“无惧湿滑”的驾控安全新标杆
2026-07-30
-

奇瑞尹同跃:2000万辆以后,我们不再参加内卷
2026-07-28
-

质量为源:APIS助力中国汽车高质量发展
2026-07-30





评论
加载更多