自适应用能技术的研究与探索
0 引言
当前,汽车零部件企业在产业升级与绿色转型的双重驱动下,降本增效、节能降耗和绿色生产已成为高质量发展的核心要求,而生产车间的能源高效利用则是实现这一目标的关键抓手。注塑加工设备和空压机被普遍应用在制造行业,同时其作为连续运行型高耗能装置,能源消耗占车间总能耗的很大一部分。而实际生产中这些设备普遍存在能源利用效率偏低、能源浪费突出的问题,这些问题已成为制约企业降低运营成本、践行绿色生产的主要痛点。
大多数制造工厂对注塑加工设备运行过程中产生的大量余热并未有效利用,直接排放或依赖特有设备进行降温处理,造成余热浪费、换热效率低下,增加了能源的消耗。空压机作为广泛使用的设备,普遍存在压力设定偏高、流量调控粗放的问题。因此,如何实现注塑机余热的回收再利用、冷却系统的梯次换热节能,以及空压机的精准用能调控,成为解决高耗能问题、实现降本增效与绿色生产的迫切需求。
基于此,本文以汽车零部件企业注塑加工设备与空压机系统为研究对象,开展自适应用能改造与能源梯次利用技术的研究与探索,通过节能技术方案设计与工程应用,为注塑加工设备及其他制造设备能源高效利用提供实践路径。
1 注塑加工设备与空压机系统能源消耗现状分析
1.1 注塑机能源消耗现状
以某汽车零部件企业的注塑车间为例,如图1所示,注塑车间注塑机液压油降温后的余热回水,是通过专用回水管路直接输送至室外,经开式冷水塔向环境自然散热,未对回水携带的热能进行回收利用。因此,余热消耗的能源并未被回收利用,而在供暖季,车间仍需额外消耗能源进行供暖,形成“余热直接排放+额外供暖耗能”的双重能源浪费,同时也增加了冷水塔的运行负荷与能耗。
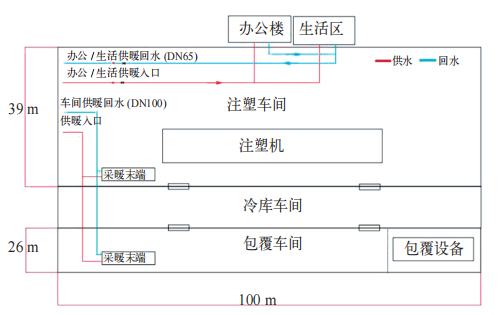
图1 工厂车间示例
1.2 模温机冷却系统能源消耗现状
在大型注塑机旁,用于调节模具温度的模温机由于对温度控制的较高要求,需要配置风冷冷水机组,专门用于模温机降温。该系统完全依赖风冷冷水机组的压缩机与风机实现制冷,其中压缩机耗电量占冷水机组总能耗的60%~70%,风机占比约10%~15%,剩余15%~20%来自水泵等辅助设备,制冷方式单一且能耗水平偏高,制冷效率与能源利用效率均存在较大优化空间。例如:某注塑车间为模温机配置了16台风冷冷水机组,整体用电功率达275.3kW,年耗电产生的费用约69.5万元(按负载率40%、年工作263天、电价1元/kW·h计算),详细功耗情况如图2所示。
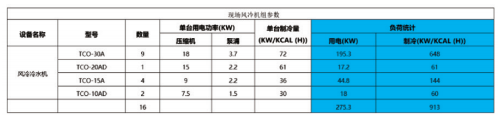
图2 风冷机组功耗情况
1.3 空压机系统能源消耗现状
车间空压机系统为生产提供核心动力气源,普遍存在压力设定冗余、末端流量管理粗放和管网泄漏损耗的问题,大量冗余流量与过高压力造成了无意义的电能消耗,同时加剧了设备磨损与运维成本,进一步推高了车间整体用能成本。
(1)压力设定冗余:为保障末端用气设备稳定运行,空压机系统长期维持高于实际工艺需求的供气压力,高压运行状态导致压缩机做功冗余,直接增加了单位产气量的电能消耗。
(2)末端流量调控粗放:末端用气设备流量管理缺乏精细化管控,气动工具与吹扫设备普遍存在无效溢流现象,未采用节能型喷嘴等高效用气装置,导致压缩空气持续无节制排放,大量气体未参与有效做功即被浪费。
(3)管网泄漏损耗:部分供气管网存在漏点,压缩空气在输送过程中持续泄漏,既造成了有效供气量的流失,又迫使空压机维持更高负荷运行以补偿泄漏量,进一步加剧了能源浪费。
2 解决方案设计
2.1 注塑机余热回收方案
基于注塑机液压油降温系统现存的余热直排问题,结合车间生产工况特征,本研究构建了余热分级回收的技术改造方案。
2.1.1 系统架构与核心改造路径
原系统中,注塑机液压油降温后的回水直接输送至室外开式冷却塔进行自然散热,热量完全流失,具体结构如图3所示。
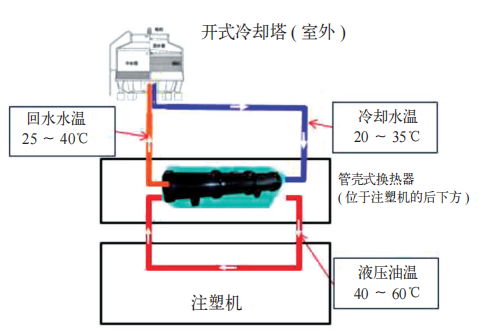
图3 注塑机原系统结构
改造方案的核心在于对原余热回水回路进行分支改造与设备接入,在注塑机液压油降温系统的总回水管路关键节点处进行支路改造,接入风机盘管(风盘)换热,具体结构如图4所示。通过阀门组实现对回水路径的分流与切换,确保在供暖季(或低温环境季)优先起动余热回收回路,非供暖季则恢复原直排冷却模式。
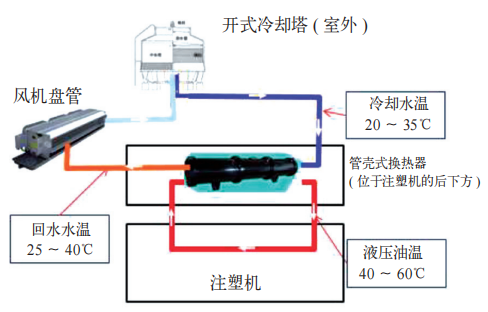
图4 注塑机改造后系统结构
改造后的余热回收流程如下:注塑机产出的40~60℃液压油经管壳式换热器换热后,生成25~40℃的高温回水。高温回水不再直接排入开式冷却塔,而是优先流经风机盘管,通过风机将回水携带的热量置换到图1的车间及生产辅助区域,实现室内供暖。完成热交换后的回水温度降至适宜范围,再回流至原冷却系统管路,汇入开式冷却塔进行辅助冷却或最终散热。
2.1.2 关键参数控制与运行逻辑
方案实施过程中,严格遵循注塑机液压系统热平衡要求,设定核心运行参数控制标准。
(1)温度边界管控:依据注塑机工艺要求,液压油温正常工作区间为40~60℃,冷却水温度需比液压油温低10~20℃。改造后系统需保证以下条件:
1)高负载工况下,回水换热后水温控制在20~28℃。
2)低负载工况下,水温控制在28~35℃。
3)水温波动幅度严格限制在±2℃以内,以保障设备精度与使用寿命。
(2)负荷自适应调节:当车间环境温度升高至供暖需求阈值以下或注塑机负荷波动时,系统通过联动控制自动调整风机运行负荷及开式冷却塔的开起数量。例如,在非供暖季,可完全关闭风机回路,恢复开式冷却塔全负荷直排,确保系统在不同季节均处于高效节能运行状态。
2.2 模温机冷却系统节能方案
针对模温机冷却系统能耗偏高、制冷方式单一的问题,本研究构建了“自然冷却+机械制冷”梯级换热的节能改造方案,通过引入室外热交换器与板式换热器,实现冷水机负荷的动态优化与全年节能运行。
2.2.1 系统架构与核心改造路径
原系统中,如图5所示,模温机冷却需求完全依赖冷水机的压缩机与风机做功,冷水机回水温度为20℃±3℃,出水温度为15℃±3℃,制冷负荷高且能源利用效率低下。
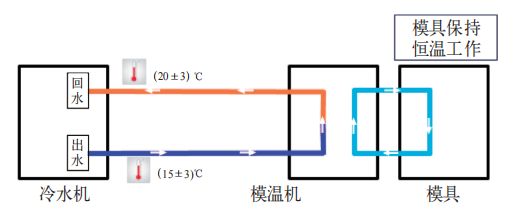
图5 改造前模温机冷却系统结构
改造方案核心在于新增前置换热环节,如图6所示,实现对冷水机的负荷前置削减。通过在冷水机与模温机之间增设室外热交换器(风冷+喷淋)与板式换热器,构建“热交换器—板式换热器—冷水机”的梯级换热链路。
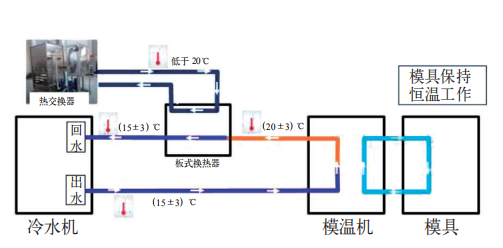
图6 改造后模温机冷却系统结构
改造后,模温机的高温回水(20℃±3℃)先进入板式换热器,与来自热交换器的低温冷水进行换热,初步降温后再回流至冷水机;冷水机的出水则直接供给热交换器,完成自然冷却后再进入板式换热器,形成闭环循环。同时,系统根据环境温度自动切换热交换器运行模式,匹配不同季节的冷却需求,实现冷水机负荷的动态优化。
2.2.2 分季节运行策略与节能逻辑
结合长春地区气候特征(全年最高温度不超过25℃的天数约300~340天),系统分三阶段实现节能运行。
(1)冬季(气温-25~5℃):热交换器以纯风冷模式运行,利用低温环境实现高效自然冷却,将冷水机回水温度降至(12±3)℃。此时冷水机压缩机与风机可完全停止工作,仅保留循环水泵运行,可节省冷水机的电能消耗。
(2)春秋季(气温5~20℃):热交换器切换为风冷+喷淋间歇运行模式,通过板式换热器将冷水机回水温度稳定在(15±3)℃,显著缩短压缩机与风机的运行时长,综合节电率可达50%。
(3)夏季(气温20~35℃):热交换器采用喷淋+强制风冷协同散热模式,通过板式换热器初步降低冷水机回水温度,虽无法完全替代机械制冷,但可大幅缩短压缩机与风机的工作时间,同时减少冷水机向车间排放的热量,间接改善车间夏季炎热的环境。
2.3 空压机能耗优化方案
针对空压机系统压力冗余、管网泄漏及末端用气管理粗放等问题,本研究从压力调控、管网治理及末端改造三个维度构建全链路节能改造方案,实现供气系统的自适应用能与高效利用。
2.3.1 压力调控:低压主网供气+局部增压
原系统采用统一高压供气模式,为满足少数高压工位需求,将整体供气压力维持在较高水平,导致大量低压设备在冗余压力下运行,能源浪费显著。
改造核心为“整体降压+局部增压”。
如图7所示,主网压力下调,将空压机组输出压力整体下调至0.3MPa,覆盖绝大多数低压设备的稳定运行需求,从源头削减空压机轴功率。同时,进行局部增压适配,针对少数需要高压供气的工位,在其前端就近配置增压缸+气罐装置,将局部压力提升至0.6MPa,满足特殊工艺需求。
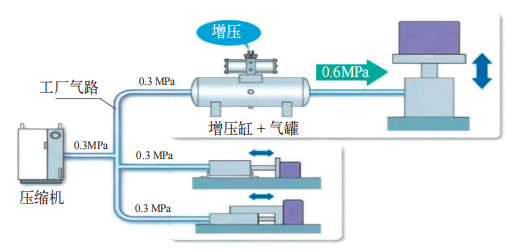
图7 改造后空压机系统压力情况
空压机轴功率与排气压力成正比,每降低0.1MPa压力,空压系统总电费可明显下降,该方案在保障生产的同时实现了显著的节能效益。
2.3.2 流量管理优化:末端改造
优化气动工具与吹扫设备,采用节能型喷嘴替代开放式直吹通塑料喷嘴,如图8所示,减少无节制压缩空气排放,提升单位气量的有效做功效率。同时,将普通气枪更换为节能气枪,降低能源消耗。
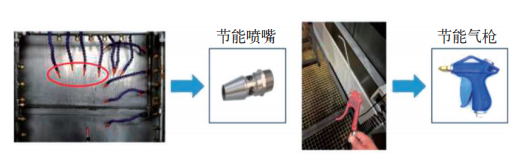
图8 节能设备更换
2.3.3 管网治理:泄漏检测与修复
采用超声波检漏仪等工具,对供气管网开展全面检测,定位管网漏点。对发现的漏点进行更换管件、密封加固等修复处理,消除压缩空气输送环节的泄漏损耗,避免因泄漏导致的空压机额外负荷。
3 工程实践验证与经济效益分析
为验证注塑机余热回收、模温机冷却系统及空压机系统改造方案的技术可行性、工艺适配性与经济合理性,以相关企业为试点开展工程实践验证,通过改造前后的工况监测、能耗对比与效益核算,综合评估方案的实际应用价值。
3.1 验证方案设计
3.1.1 验证范围与周期
选取车间核心产线为验证对象,覆盖注塑机余热回收、模温机冷却和空压机供气三大系统及配套设备;以改造前12个月为基准期,改造后12个月为验证期,同步采集四季运行数据,消除季节、生产负荷波动对验证结果的干扰,确保验证数据的客观性与全面性。
3.1.2 验证核心维度
围绕工艺稳定性与节能经济效益两大核心维度开展验证,重点监测各系统改造后关键运行参数是否满足生产工艺要求,对比改造前后各系统及车间整体的能耗变化,同时核算项目投资与节能收益,评估方案的经济可行性。
3.1.3 监测方法
通过车间用能监测系统与现场巡检结合的方式,实时采集各系统温度、压力和运行时长等关键工艺参数,通过独立计量仪表精准统计能耗数据;同步记录产品合格率、设备运行稳定性等生产指标,验证改造方案对生产的影响。
3.2 工程应用验证结果
3.2.1工艺稳定性验证
改造后各系统运行平稳,核心工艺参数均严格满足生产及设备运行要求,未对车间正常生产造成任何负面影响。
(1)注塑机余热回收系统改造后,液压油温、冷却水温度始终控制在工艺允许区间,波动幅度符合设计标准,车间供暖季环境温度满足生产与办公需求。
(2)模温机冷却系统经梯级换热改造后,模具温度保持恒定,冷水机运行负荷与工况精准匹配,未出现模温波动影响产品质量的情况。
(3)空压机系统实施改造后,主网及局部增压工位压力稳定,管网泄漏问题得到有效解决,末端用气设备运行效率提升,无供气不稳导致的生产中断问题。
3.2.2 节能效果验证
改造后三大系统均实现显著节能效果,车间整体能源利用效率大幅提升,能源浪费问题得到有效遏制。
(1)注塑机余热回收系统成功将原本直排的低品位余热转化为车间供暖热源,替代传统供暖方式,同时降低了开式冷却塔运行负荷,实现余热资源化利用与设备节能的双重效果。
(2)模温机冷却系统通过“自然冷却+机械制冷”梯级换热模式,充分利用自然冷源替代部分机械制冷,冷水机运行时长大幅缩短,全年节电效果显著,且夏季有效降低了冷水机向车间的排热,改善了车间生产环境。
(3)空压机系统经压力调控、末端改造与管网治理后,无效做功与气量损耗大幅减少,单位产气量能耗显著下降,系统整体节电率达到预期设计标准。
3.3 经济效益分析
3.3.1 改造投资构成
本次改造投资主要为各系统配套设备采购、管路改造以及现场施工等费用,整体投资规模适中,无额外非标定制化高成本投入。
3.3.2 综合收益测算
改造后年综合收益主要包含三部分:一是各系统节电带来的直接电费节约;二是余热回收替代传统供暖带来的供暖费用节约;三是设备运行负荷降低后,设备磨损减少、运维频次下降带来的运维成本节约。
3.3.3 投入产出评估
经测算,本次节能改造项目中,空压机系统投资回收期可控制在1年以内,改造完成后即可实现持续稳定的降本增效;注塑加工相关系统投资回收期为1.63~2.06年,均处于工业节能改造项目的优良水平范围内。同时,改造后各系统运行负荷显著降低,有效减轻了设备损耗,延长了空压机、冷水机组等核心设备的使用寿命,减少了后期设备大修与更新换代成本,项目长期经济效益与应用价值突出。
4 结语
本文以高耗能设备能源消耗浪费问题为核心,围绕自适应用能与能源梯次利用目标,针对汽车零部件企业注塑机余热回收、模温机冷却系统及空压机系统三大用能环节,开展了现状分析、方案设计、工程实践与效益验证,主要结论如下:
(1)当前工厂高能耗设备一定程度上存在能源消耗浪费,且有很大改善空间。
(2)本文构建的余热资源化回收、梯级冷却节能和自适应压力流量调控改造方案,通过风机盘管余热供暖、自然冷源梯级换热、低压主网+局部增压等技术路径,实现了能源的分级利用与精准管控,且未对生产工艺稳定性造成负面影响。
(3)工程验证结果表明,车间综合能源消耗强度较改造前显著降低,改造方案投入产出效益优异,整体经济效益良好。
基于本次研究成果与工程实践,结合制造业数字化转型与能源高效利用发展趋势,后续可从以下四个方向进一步深化研究。
(1)在现有余热回收与梯级利用基础上,进一步拓展热转冷等跨品类能源转换技术路径,探索利用注塑机余热驱动溴化锂吸收式制冷机组,将低品位余热直接转化为冷量,为模温机冷却系统提供前置冷源,替代部分机械制冷负荷,实现“余热供暖+余热制冷”的全场景能源梯级利用。引入空气源/水源热泵技术,将车间低温废热(如冷却塔排热、设备散热)提升为可利用的中温热源,用于车间供暖或工艺预热,构建更完整的车间能源循环利用体系,进一步挖掘能源利用潜力。
(2)结合《压缩空气系统用气设备节能使用指南》(GB/T46564—2025)国家标准要求,深化空压机系统节能研究。对标标准中关于用气设备选型、管网泄漏治理、压力分级管控、末端用气优化等技术要求,完善本项目空压机改造的标准化操作流程与评价指标体系;进一步研究基于标准的压缩空气系统能效评估方法,建立涵盖泄漏率、单位产气量能耗以及压力适配性等核心指标的能效评价模型,为车间空压机系统节能改造提供可量化的标准依据与技术规范。
(3)数字化智能调控升级:引入物联网与大数据分析技术,构建车间用能实时监测与智能预测平台,实现余热回收、冷却负荷、供气压力与流量的全工况自适应调控,进一步提升能源利用效率。
(4)多场景拓展与标准化:将本方案拓展至压铸、橡胶成型等其他高耗能成型车间,结合不同工艺特征优化技术路径,形成通用化、标准化的能源梯次利用改造指南,提升方案的行业适配性与推广价值。
参考文献
[1] 饶海亮,胡长昕.一种注塑机余热回收利用装置[J].橡塑技术与装备,2019,45(24):67.
[2] 李超.注塑机热源余热回收[J].技术与市场,2011,18(6):366-367.
[3] 李为林,王汉瑞,黄淳宇,等.新型相变储能装置在热泵系统中双工况运行特性与用能调控研究[J/OL].储能科学与技术,1-14[2026-03-12].
[4] 葛娟,李志刚,曹鑫,等.管壳式换热器和板式换热器的比较分析[J].广州化工,2025,53(15):137-139.
[5] 石岩,蔡茂林,王高平.气动系统分压供气与局部增压技术[J].机床与液压,2010,38(09):57-59+39.
[6] 郭志钢.探析提高溴化锂制冷机组稳定性的改善措施[J].中国设备工程,2026,(S1):85-87.
[7] 张炜雅,苑翔.空气源与水源热泵联合供热系统发展现状[J].智能建筑与智慧城市,2024,(12):10-12.
[8] 国家市场监督管理总局,国家标准化管理委员会.压缩空气系统用气设备节能使用指南:GB/T46564—2025[S].北京:中国标准出版社,2025.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:张晓胜 刘宝玉 赵建伟,单位:长春富晟集团有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

-

一种结合IoT的无人化车载EOL老化测试生产方案
针对传统主机厂依赖“一次合格”检测原则,导致难以全面管控测试过程风险的问题,本文提出了一种基于物联网(IoT)的无人化车载EOL老化测试方案。该方案通过在总装电检流程中集成测试App,建立专用测试场地,并依托IoT系统实现测试数据的自动上传与智能判断,显著提升了车辆出厂质量。实际应用表明,该体系在试制车型应用中使问题率由9.3%降至5.25%。
2026-03-17
-

基于工业机器人的焊装白车身自适应打磨系统的开发及应用
传统焊装白车身的人工打磨环节存在效率低、质量一致性差以及职业健康风险高等问题。本文引入基于工业机器人的自适应打磨系统。结果表明,该系统在质量方面可使线束划伤、事故率降低约90%;在安全方面显著降低职业病风险并实质性改善作业环境;在成本方面年均节约人工成本约127万元。
2026-03-16


热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多