缸体生产线的工艺规划
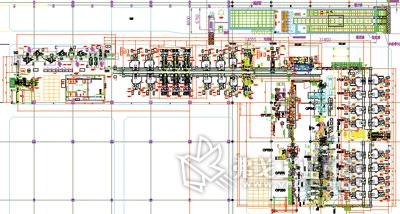
图1 EC系列发动机缸体生产线平面布置
本文从分析产品特点和对比不同厂家缸体生产工艺入手,确定了EC系列发动机缸体生产线的技术要求,制定了生产线的工艺流程,讨论了缸体生产线的设备选型及加工中采用的新技术,体现了EC系列发动机缸体生产线工艺方案合理、产品质量稳定、设备自动化程度高、工人数量少、操作人员劳动强度低以及运行成本低等优势。
近几年来,国内乘用车销量猛增,神龙汽车有限公司顺势而为,扩大EC系列发动机的产能来满足市场需求,于是,2010年1月份正式启动了EC系列发动机缸体生产线项目。
技术要求
1.设计理念
该缸体生产线的设计理念是:在保证产品质量稳定性,设备生产运行的低费用及劳动强度适中的前提下,实现投资的最小化;从质量、成本、交货期、安全及新技术采用等各方面综合考虑,力争建成一条综合效益达到国际先进水平的铸铁缸体生产线。
质量方面,关键部位采用先进的进口设备,确保加工质量。
成本方面,对于粗加工、精度要求不高的部位及辅机采用国产设备,尽量使用国产刀具;尽量不使用机械手上下料。
交货期方面, 尽可能采用柔性设备如加工中心等,以加工中心台数的增减来实现产能的变更;布局力求紧凑,减少中间再制品;设备可靠性好,保证设备开动率在76%以上。
安全领域,生产线设备要求操作简便,安全连锁和防差错功能完备;操作人员劳动强度适中。
新技术领域:在充分借鉴神龙汽车有限公司同类生产线工艺设计经验的基础上,学习国内竞争厂家的优点,吸取国内外新的技术成果,建设一条高品质、高效益且低成本的生产线。
(1)产品工艺特点
①粗加工切削量大,如缸盖结合面、油底壳面、正时齿轮侧面、离合器侧面、进水箱侧面、机油滤清器侧面、缸孔及主轴承盖结合面等切削深度在4mm以上,局部甚至达到6mm。
②对影响发动机性能的关键尺寸与形位有很高的要求,如缸孔直径、圆度、圆柱度及曲轴孔直径、圆度、直径分级精度的要求都代表国内最高水平。
③铸铁缸体质量为45kg。
(2)总体要求
我公司在规划初期,对生产线的各项指标提出了严格要求,表1列出了部分设计要求。

图2 摆杆推送工件的方式
工艺设计
1.设备平面布置
采用双线、单线并存的混合布置模式。专机、辅机,节拍能达到66s,可以共用,采用单线布置;加工中心具有柔性,能力能得到均衡利用,设备采用双线布置,双线节拍为66s。同单线相比,双线可降低设备故障的影响。双线上下料夹紧松开等辅助时间对能力的影响减半,加工内容多,加工时间长,更容易平衡工序能力,从而减少加工设备数量。同两条独立的单线方案相比,混合布置模式可以共用产能高的设备,能节省大量投资。所以,混合布置是最经济的选择。各设备之间采用自动滚道连接,用来输送工件。平面布置如图1所示。
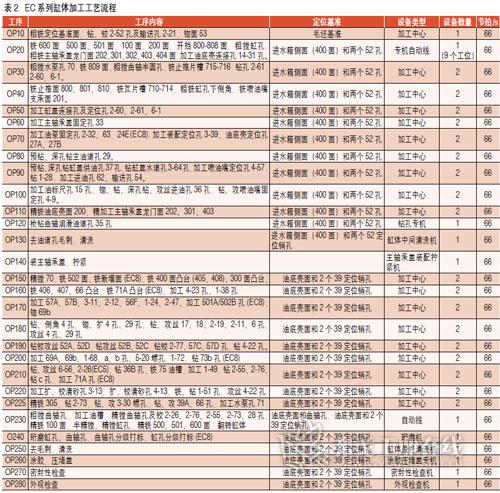
2.工艺流程
这条生产线是从粗、精加工分开,刀具集中及工序最大限度集中等方面综合考虑来划分工序,从而达到保证加工精度和减少刀具成本的目的。在加工基准选择方面,在保证零件加工精度的前提下,我们根据缸体的外形特点,在第一道序用毛坯基准完成精基准(进水箱侧面和其面上的两销孔)。缸盖结合面、正时面、离合器面、缸孔及曲轴孔的粗加工,油底壳面、主轴承盖支撑面的粗精加工及油底壳面和缸盖结合面上各孔系加工等都用其作为基准。进水箱侧面及其孔系加工、机油滤清器侧面及其孔系加工、正时面上的孔系加工、离合器面上的孔系加工、曲轴孔和缸孔的精加工都用油底壳面及其面上的两销孔作为基准。对于产品设计有特殊要求的地方如缸盖结合面与曲轴孔中心线的平行度、正时面与曲轴孔中心线的垂直度、离合器面与曲轴孔中心线的垂直度等,为了保证产品精度,就直接用1、5档曲轴孔及油底壳面直接定位加工。EC系列缸体加工工艺流程如表2所示。
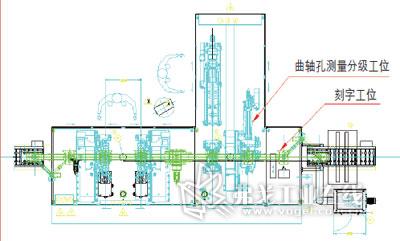
图3 珩磨机工位布置
设备选型
在EC发动机缸体生产线前期规划阶段,我们制定的生产线设计理念是:生产线技术水平高、品质水平高、设备稳定性高、运行成本低、投资成本低以及效率高。我们根据铸铁缸体生产线的特点及国内外缸体生产线的成功经验,在设备选型时,在有充分质量保证的前提下,尽可能采用国产设备,并且尽量保证设备的柔性。我公司缸体生产线共有设备48台,其中国产设备37台,设备国产化率达到77% 。

1.加工设备
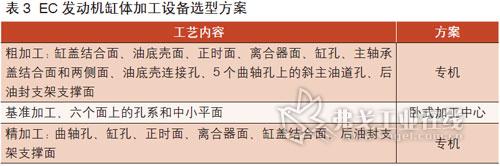
加工设备采用专机和加工中心组合方式。选型方案如表3所示。
(1)粗加工、半精加工设备
①合理地采用专机
对于缸盖结合面、油底壳面、正时面、离合器面、缸孔、主轴承盖结合面以及曲轴箱等的粗加工,由于切削力大且加工时间长,加之以前生产线的经验告诉我们用加工中心或是带B轴的专机,刀具成本高且质量难以保证,所以我们选择了东风设备制造厂的粗加工专机自动线,这样不仅在设备的刚性、效率上得到了保证,而且在保证零件质量的同时提高了刀具寿命。
对于5个主轴承座斜油孔和油底壳连接孔采用东风设备制造厂的两台多轴箱专机,效率相当于3台加工中心,而且保证了加工质量。
所有的专机采用数控系统控制,进给轴采用单轴伺服,不仅方便调整而且设备具有一定的柔性。
②大量采用加工中心
加工中心作为一个标准数控设备各个模块都已标准化,都是经过大批量生产和可靠性试验的批量生产产品,有很强的可靠性和维修性。经过多年的发展,其经济性也有了很大的改进,它的柔性强、精度高、调整方便、形成生产能力快,产能调整经济、便捷,同专机、自动线相比,具有越来越强的竞争力。所以,我们在基准加工、六个面上的孔系及中小平面上采用了东风设备制造厂的DH500I、DH500Ⅱ和日本NTC的N4H7、N5H7高速加工中心。
③工件上下料方式
粗加工和半精加工段生产线主要由加工中心构成,工件在加工中心之间的搬送怎样来实现呢?国内外生产线较多采用了机械手搬送的方式或是人工搬送工件方式。机械手搬送具有工件搬送快,定位准确等优点。但是使用机械手搬送投资较大,而且机械手结构比较复杂,要求保全水平高。由于缸体比较重,达到45?kg,用人工搬送的方式造成工人劳动强度很大,所以我们采用了如图2的摆杆推送工件的方式。
在这种搬送方式中, 夹具内零件抬起离开定位销,气缸带动拨杆回转一个角度,通过气缸(NTC)或伺服电动机(东风设备制造厂)带动拨杆移动把设备内的零件推出,同时把上料口的零件送到夹具位置,零件落下,定位夹紧。
(2)精加工设备
对于曲轴孔、缸孔、正时面、离合器面、缸盖结合面以及后油封支架支撑面的精加工,采用了日本NTC的精加工专机自动线。缸孔和曲轴孔珩磨采用了德国GEHRING的珩磨机。
2.辅机
在保证工件质量的前提下,为了节省投资成本,辅机全部采用国产设备。清洗机采用涿州双威的中间清洗机和哈尔滨岛田的最终清洗机;气密性检测及压装设备采用大连智云的密封检测机和涂胶压堵盖专机;此外,还选用了湖北省机电院的拧紧机和外观检测设备。
工艺创新点
我们在工艺方面进行了多项创新和改进,采用新技术和先进工艺,使零件加工质量得到更好地保证,设备的投资和零件加工成本进一步降低。
1.粗加工、半精加工设备采用专机自动线与加工中心
缸体L1线整线都是采用自动线的形式,但因为自动线及专机故障率高、生产线长且质量不稳,调整困难,存在瓶颈工序,造成全线Rs值低,只能达到20万/年产能。缺少柔性,产品的轻微变化等原因造成的设备改造费用达到1140万元(不含维修费),再加上庞大的专用备件库存,费用惊人。
缸体L3线采用专机和加工中心组合的方式,存在的主要问题是:各面的粗铣采用了带转台的数控铣床,因粗铣切削力大,转台刚性不足,导致加工质量不理想;缸孔和主轴承盖支撑面粗加工采用了加工中心,加工时振动大,刀具寿命低。
本生产线根据上述两条线存在的问题,做了大量的改进,各面的粗铣及缸孔粗镗采用专机自动线,其他采用高速加工中心。专机不配置转台,一个工位只加工同一个面上的内容,并且每个工位的进给轴都是伺服控制,方便调整。这样既提高了整线的柔性,也保证了工件质量和刀具寿命。
2.自动对刀补偿技术
对于加工中心和精加工自动线,设备本身的精度和稳定性都很好,对于缸体的粗加工和半精加工的质量应该能很好保证。但是对于尺寸精度要求特别高的加工尺寸,如正时面、离合器面及缸盖接合面等,我们引入了工件重定位系统,根据测定的数值重新修正工件坐标系,保证加工精度。随着环境温度等外部条件的变化,夹具和设备滚珠丝杆由于热胀冷缩变形会对加工精度产生影响。工件重定位系统就是在设备的夹具体上有固定的标准块,设备在加工前对标准块的位置进行测量,将测量的位置与设备设定值相比较,如果不一致则进行修正。根据修正后的位置才开始加工,这样就确保了缸体的加工精度。
3.曲轴孔分级刻字与珩磨机组合
国内外大部分的缸体生产线中曲轴孔测量、分级及刻字采用单独的终检机,而本线将这些内容都在珩磨机上完成。因为珩磨机本身具有曲轴孔测量的功能,将曲轴孔分级及刻字集成到一起后,节约投资成本300多万元。曲轴孔测量分级及刻字工位在珩磨机上的布置如图3所示。
4.清洗技术的改进
缸体油道的清洁度直接影响发动机的主轴、连杆、凸轮轴以及液压挺柱等运动零部件的损伤和寿命。缸体的主油道长,直径大,并且中间有很多小油道孔与之相连,在加工过程中,那些连接的部位难免会产生毛刺,这些毛刺用一般的定点清洗很难去除。针对这些部位,我们采用300bar(1bar=1×105Pa)的高压水进行定点清洗,高压喷嘴直接插入主油道孔中,通过伺服控制准确定位在各小油道孔与主油道连接的位置进行去毛刺并清洗油道。
5.刀具改进
(1)整线的钻头、丝锥、铰刀及铣刀刀片都是采用国产刀具,降低了投资成本和运行成本。
(2)主轴承盖支撑面和缸盖结合面精铣刀片采用CBN材质,很好地保证了表面粗糙度的要求且提高了效率。
效果
此生产线与建线方式相近的我公司缸体L3线比较,优势如下:
1.生产线自动化程度较高,人员较少。这是因为缸体L3线采用手动推料的滚道,而该线采用自动滚道。
2.设备选型更合理。如缸孔和主轴承盖支撑面粗加工采用专机,各面的粗铣不采用带转台的数控铣床,而是各面在单工位独立铣削的专机自动线,这样既保证了零件质量,又提高了刀具寿命。
3.工艺流程设计更合理。例如同一个孔的钻孔、铰孔和攻丝尽量在同一个工序完成,保证孔的加工精度。缸盖结合面的铣削在精镗缸孔后面加工,避免精镗缸孔时破坏缸盖结合面的平面度。
4.员工劳动强度低。夹具及设备的合理设计使人的动作最少化,操作者对夹具、滚道接液盘及地面的清扫工作少了。
5.防差错系统更完善。本线对于设备在品种换型时需更换的零件和刀具配置有防差错的放置盒。避免了因操作工忘记更换而造成零件加工不合格或撞机床的事故。
当然,我们的这条生产线也有需要改进的地方:对同系列发动机有充分的柔性,但对不同系列发动机,专机柔性较低;专机自动线设计的工位太多,影响设备开动率。
结语
本次EC系列发动机缸体生产线的工艺设计在各方面有一定的创新和进步;以国产设备为主,辅以部分关键进口设备,并且大量采用国产刀具,为公司节省了大量的投资,同时也提升了国产设备厂家的设计与制造能力。对今后缸体、缸盖生产线的设计、投资有很好的借鉴作用。
神龙汽车有限公司
龚淑娟
李峥
热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多