提高弯梁铆接合格率
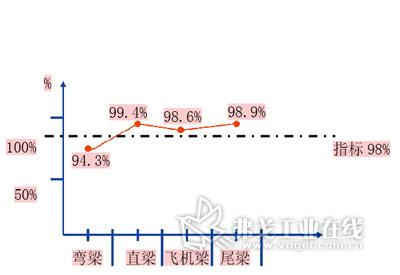
图1 2008年1月份系列横梁总成生产报表显示的一次铆接合格率
本文介绍了重型汽车车架弯梁总成加工超差的背景、原因及解决方案,并对铆接过程中,铆接缺陷及预防进行了分析总结。
尽管铆接是一种早已使用的简单的机械联接,但人们却仍不能掌握足够的技能、技巧去完成可靠的铆接。而对铆接次品的返修会造成人、财和物的极大浪费。本文以重型汽车车架弯梁总成为例进行分析,并对铆接过程中的缺陷及预防进行了分析总结。
弯梁总成铆接缺陷分析
对各种常用横梁总成铆接合格率进行了对比,从图1发现弯梁与其他横梁总成的合格率差距较大(详见图1系列横梁合格率统计),解决该问题已经迫在眉睫。
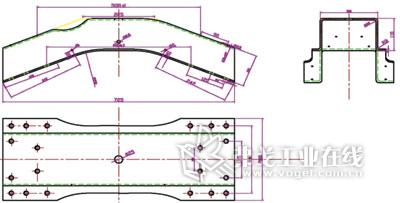
图2 工件
1.设定目标及目标的可行性分析
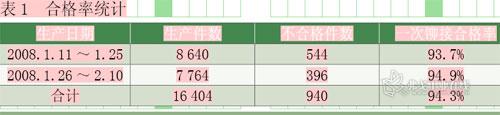
为此,我们提出改进目标,改进后使该总成的铆接合格率达到98%以上,但若达到该目标首先应该对其产生缺陷的类别进行统计(见表1和表2),找出影响不合格的主要原因。
通过其他同类横梁的加工经验及结合该总成历史最好经验,经测算,设定目标完全可满足合格率的要求。
2.原因的分析及要因确认
从人、机、料、法、环和测五个方面进行分析,确定出连接板角度、弯梁的压弯角度和工装保证三个方面是影响弯梁铆接合格率的主要原因。通过对图2工件横梁结构分析,在控制角度尺寸超差的同时,通过工艺方法的改进也可以弥补零部件制造过程中存在的偏差,因此,在控制零部件的同时,找到一个合适的工艺保障方式是解决该问题的关键。
3.制定对策及实施
根据分析情况,找到一个既能保证关键特性的宽度尺寸(对下一道工序产生影响的尺寸),对工模改进,又能在改进过程中有效弥补零部件尺寸问题。因此设计制作的铆接工装,一定要控制尺寸,铆接便捷(见图3横梁铆接胎装配示意图),且增加铰孔工序弥补误差,本体部分为自行设计的翻转机构,能够保证360°翻转,且增加了锁止、定位和夹紧装置。
对于设计制作的工装进行编号和纳入工装管理,对于工序的增加和加工方法的改变编制和换发作业指导书,有效地指导生产顺利进行。

铆接缺陷及预防
在铆接过程中,我们重点对其中的铆接缺陷及预防进行陈述,缺陷产生的因素包括以下方面:
1. 铆钉
铆钉杆直径的大小是由被铆件所承受的实际载荷决定的。然而,就金属板材的铆接(这也是铆接的主要形式)来说,铆钉杆直径与被铆件的厚度有着密切的关系。如果铆钉与被铆件是同一种材料,铆钉杆的直径应是最厚板材厚度T方根( )的 1.4倍。若铆钉杆直径大于此值,会造成铆接困难,而且由于钉孔的增大而削弱铆接部件的强度;若铆钉杆直径太小,铆接时则可能造成铆钉杆的弯曲。当被铆件很厚时,过长的铆钉杆将会承受弯曲载荷。在这种情况下,较为合理的方法是:在被铆件上为铆钉头加工沉头孔,以便用较短的铆钉完成铆接。为防止劣质铆接,保证铆钉头的成型质量,必须保证铆钉杆长度适宜,需要充分运用铆钉杆长度的计算公式:L=1.4d+1.1B(其中,L:铆钉杆全长,B:板料总厚度,d:铆钉直径)。如果铆钉杆过长,在铆接过程中就会产生弯曲变形。即使能够形成勉强过得去的铆钉头,铆钉也很可能被为形成铆钉头而进行的多次镦压损伤。另一方面,如果铆钉杆太短,就不可能形成完整的铆钉头;在铆接过程中还可能损伤被铆件,就沉头平面铆接来说,铆钉杆料不足会使铆接部件变成次品。
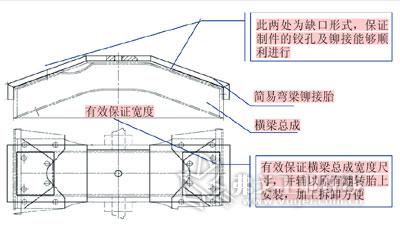
图3 横梁铆接胎装配
2. 孔径
铆钉在钉孔中不允许太松。钉孔直径以比铆钉杆直径大约 5%~7%为宜。如果间隙太大,即使形成外观良好的铆钉头,铆钉杆仍可能是弯曲的,铆接强度将会削弱,
3. 孔位
钉孔距任何一个被铆件外缘既不能太近,也不能太远。如图3所示,尺寸“a”应至少是被铆件厚度的 1.5倍或铆钉杆直径“d”的 2 倍,甚至更多,但其最大值不得超过被铆件厚度的 8倍。在实际铆接过程中,不能将钉孔设置得与被铆件弯曲处太近。合理的距离应以铆具的空间尺寸来确定,否则,可能会对被铆件造成损伤。
4. 铆接位置设计
铆接位置的设计原则是:尽可能使铆钉承受剪切载荷,尽量避免弯曲载荷和拉伸载荷的出现。在铆接不同厚度的板材时,应将预制铆钉头安置在较薄板材的一边。这样,在铆钉杆被镦铆时,主要冲击载,就由较厚、强度较高的板材来承受了。当铆接易损、易碎和低硬度的材料时,为防止损坏被铆件,建议在铆钉头和被铆件表面之间设置钢垫圈。当然还有铆模、铆接压力、铆接操作和工装保证等各方面的原因,在此不再一一详述。
5. 缺陷铆钉的剔除方法
拆除半圆头铆钉时,先把铆钉头的圆顶磨平,找正中心,再用略小于铆钉直径的钻头在铆钉头上钻孔,钻到铆钉头的平面为止,然后,再用大锤将铆钉剩下的残余部分敲掉。
结语
综上所述,本文重点阐述了重型汽车车架弯梁总成加工超差的背景、原因及解决办法,有效保证了车架总成的尺寸,同时也解决了长期困扰我们的顽疾。当然我们借着铆接过程攻关也提到了很多铆接方面的知识,只有按照作业指导书,调整合适的铆接压力,控制合理的铆接间隙,端正铆接姿势及设计合适的铆接位置等才能有效提高铆接的合格率。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论