发动机框架精密加工分析与研究
对于框架式结构的发动机,其框架的加工质量对发动机的工作性能具有重大影响。奇瑞公司动力总成事业部根据实际加工情况,对发动机框架的高效、精密加工方案不断进行研究和持续改进,效果显著,使加工质量和效率都得到了有效提升。
发动机是汽车最主要的组成部分,它的性能好坏直接决定汽车的行驶性能,故有心脏之称。发动机的气缸体是发动机的核心基础零部件,鉴于质量较轻、加工难度较小等优点,框架式结构的气缸体逐渐被广泛应用。
框架的许多平面均作为其他零件的装配基准,这些零件之间的相对位置基本上是由框架来保证的。此外,框架还被作为缸体总成精加工的定位基准,承担着缸孔、曲轴孔、缸盖结合面及变速器安装定位销孔等关键尺寸的定位作用,对发动机性能发挥起到极其重要的作用。
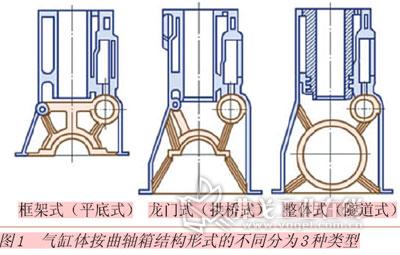
奇瑞公司ACTECO第一代、第二代发动机均采用框架式结构,即气缸体下端配备整体框架与油底壳连接,关键部位有曲轴半圆孔、缸体结合面、油底壳结合面及部分定位销孔等。气缸体的类型如图1所示。由于框架的功用决定了其形状复杂、壁薄、呈箱体形,且空腔较多,但受力严重,所以它应有很高的刚性。这些技术上的诸多要求,造成框架结构独有的加工难点,表现为易产生加工变形,而且加工精度较难保证。
框架生产线现状及问题分析
奇瑞发动机二厂框架生产线由立式加工中心、卧式加工中心和清洗设备、自动输送线等组成,配备专用夹具和刀具,一期设计产能为12万/年,二期通过增加部分加工设备扩产至20万/年。
该生产线生产的框架外形尺寸为433 mm×260 mm×75 mm,材料为铝合金,同时为了保证曲轴孔的强度,框架内部镶嵌了球铁材料的主盖。该条生产线已经批量生产6年,在生产初期曾出现一些问题:
1.平面度较难保证
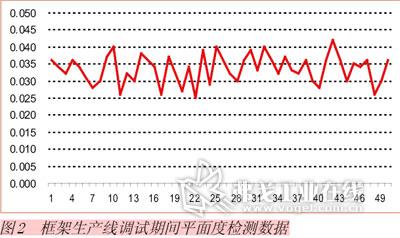
该框架是典型的薄壁箱体类零件,自身刚性差,易产生夹紧变形,铣削时,又会产生铣削变形,导致结合面平面度超差,对后续工序和产品质量产生不良影响。该框架的顶面和底面平面度要求为0.04 mm,图2是调试期间抽检的50组检测数据。
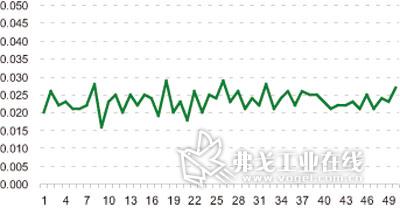
图4 框架生产线改进后稳定生产期间平面度检测数据
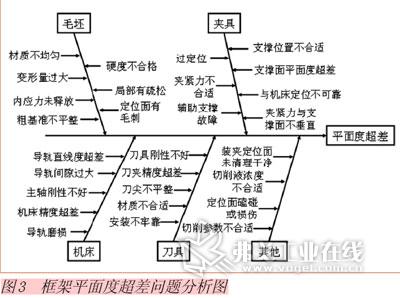
从调试期间采集的数据来看,平面度基本处于上偏差附近,甚至出现超差的情况,该结果将给后续加工和发动机的性能带来较大的质量风险。为此,成立了专题攻关小组,从毛坯、刀具及夹具等方面入手详细分析,寻找各种潜在产生问题的原因,图3是平面度超差问题分析的鱼刺图。
通过详细、全面地分析和验证,对夹具、毛坯、机床及刀具等各方面因素进行改善,取得了显著的效果。
经过三个月连续生产的验证,测量结果已经满足产品要求,且较为稳定,图4为稳定生产过程中抽检的50组检测数据。
2.铁铝混合材料加工问题
为了降低发动机重量,大多采用了铝合金材料,尤其是奇瑞ACTECO二代发动机,全面采用先进的压铸铝材料,同时镶嵌球铁主盖以保证较强的刚性。但是又带来了另外一个难点,即铁铝混合材料加工的问题,由于两种材料具有完全不同的加工特性,造成加工质量的稳定性不易保证。

铁、铝混合材料加工时,两种材料的切削性能差异较大,在刀具选择过程中既要考虑铝件加工粘刀特点,又要考虑铁件硬度高、刀具易崩刃的特点,故刀具选择时刀具后角多选择7°左右,切削参数设置优先考虑向铁件加工倾斜。如框架与缸体结合面的主盖螺栓为铁材料,通过反复的验证,最终选择出最佳刀具材料和切削参数(见表)。
3.毛刺问题
铸铝工件加工毛刺较多,断屑效果较差,为解决此问题,在刀具选型上做了较多的工作。如对刀具的角度进行改变(铸铝工件选择12°~15°,铸铁工件选择7°~10°),采取增加断屑槽、加大冷却液流量和压力、调整切削参数及调整加工余量等措施,再辅以毛刷等工具,基本上可以将毛刺去干净。
下一步思路及改进方向
1.加工顺序和原则
框架尺寸较大时,同时工件厚度较薄,由于内应力重新分布,容易产生变形,会严重影响框架的加工精度。一般的原则是先面后孔,粗加工和精加工尽量分散,以保证加工应力的释放。此外,为了尽量避免框架结合面划伤,一般将结合面精加工尽量放在后续工序。

2.专机的推广使用
在后续框架生产线规划中,考虑框架加工的特殊性,建议采用了加工中心和专机配合的加工方案,孔系及粗加工采用加工中心方式,各个大面采用专机加工,这样可以配备一把覆盖整面的刀具一次性加工成形,很好地解决了框架易出现加工变形而导致平面度不合格的情况。
3.辅助支撑的合理选择
粗加工采用三点支撑、多点辅助支撑的方式对毛坯进行定位,确保工件在粗加工时产生较小的变形量,有效避免夹紧变形,提高加工的稳定性。
4.大面精加工方式的改进
框架顶底面的加工采用一把大的面铣刀进行精铣,或者采用磨削的方式进行精加工。但是大的刀具,需要充分考虑机床的刀库容量以及换刀臂、主轴等部件的刚性,同时刀具本身的要求也非常苛刻。如果采用磨削的方式,要选择精度、刚性比较高的平面磨床,此外对切削液、砂轮的要求也非常高。
5.自动化程度提高
随着用户对产品质量要求越来越高以及人力成本的逐渐提高,物流输送和去毛刺等工位的自动化程度会不断提高,在防止磕碰、划伤和去除毛刺等方面也会得到非常有益的效果。
结语
由于加工变形、混合材料等问题的普遍性,本课题的研究具有广阔的应用前景,所研究的原理、发现的规律对各类薄壁件加工具有普遍的理论指导意义。通过制定出的基于变形控制的薄壁件高效数控加工工艺,对提高数控加工精度和生产效率,实现机械制造业中大量易变形薄壁件的高效、精密加工具有非常重要的作用,将解决该类零件加工中普遍存在的问题,提高产品竞争力,从而促进我国汽车企业制造水平的发展。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论