C5白车身实时质量控制系统的开发应用
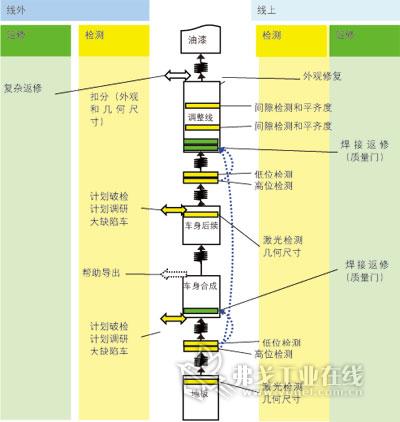
图1 白车身生产周期
作为神龙汽车有限公司的首款高档轿车,C5车型在立项之初就秉承着“质量领先”、“精益高效”的原则,生产过程也要求充分体现精益理念。工程技术人员充分发挥自主研发的技术力量,同时,采取有效的焊接质量控制方式,保证了产品的高品质。
白车身生产作为整车生产的重要环节,其产品质量的好坏直接影响到整车性能的优劣,也严重影响客户的感官质量。衡量和考核白车身焊装质量的性能指标主要有三项:焊点强度质量水平(NQST);焊装白车身外观缺陷扣分;几何尺寸质量水平(IQG)。
神龙汽车有限公司传统上对焊点强度和白车身外观质量采用三级检查卡制度,即操作工自检、质检员专检和在检查间采用专用的检测设备抽检,检查设备有焊点扩张器等。对几何尺寸质量的检查及改进工作:通过对现生产分总成定期抽检,工艺部门根据汇总数据分析查找几何尺寸偏差的原因,并通过改进零件质量、调整工装夹具等方式达到纠正偏差的目的。
以上质量控制方式主要属于离线检查,其缺陷是滞后发现质量缺陷,被动解决问题;在高节拍、高自动化的生产中容易出现批量质量事故。另外,抽检车和返修车的回线生产也会打乱一个整车流的生产安排。

图2 快速反应系统显示效果
控制系统工作原理
C5车型在生产中采用了实时质量控制系统,实现了在线监控、在线返修,一次下线合格率达到99%。该质量控制系统由纵向和横向多个控制点构成,在线和离线两种方式合作,质量控制体现在每台白车身的生产周期中(见图1)。
1.每台车都得到质量监控
实时监控系统实现每台车在焊装的生产周期里各项质量要素都可以得到监控。在生产流程中,设置9个质量监控工位(见图1中黄色),包括4个焊点监控工位、2个激光检测几何尺寸工位、1个外观检查返修工位,以及2个间隙面差检查工位。这些质量监控工位,我们称之为“质量门”(PQG)。
焊点在线监控分两次完成,一号质量门对地板工段焊点进行100%监控,对缺陷车身和焊点做好标记;进入车身合装线,在二号质量门对车身工段焊点进行100%监控,对缺陷车身和焊点做好标记。对于能够在线返修的车身,直接不停线在线返修;对于较大质量缺陷,在导出口(双向箭头)将车身排出,返修后汇入生产流。具体焊点质量门的工作原理,将在下文进行讲述。
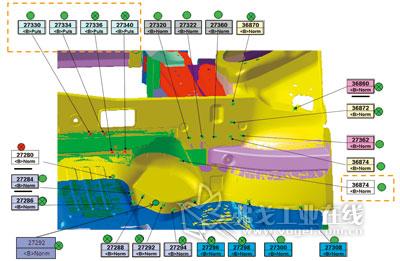
图3 焊点分组监控
几何尺寸在线监控分两次完成:地板线终端设置一激光在线检测工位,监控地板总成重要几何尺寸测量点,超出监控线的车身直接从到导出口排出;车身线终端设置一激光在线检测工位,监控白车身重要几何尺寸测量点,超出监控线的车身直接从导出口排出。监控站自动记录测量数据,并绘制数据变化曲线,信息传递到局域网供专业人士分析,针对变化趋势分析工序能力变化,及时采取措施整改工装定位点,恢复工序质量能力。
在线检查实时反馈质量动态,及时采取预防措施,极大地降低了质量事故发生的频次。
2.在线返修
为及时处理缺陷,减少白车身离线频次,在生产流程中设置了质量返修工位(见图1中绿色),对质量门标记质量缺陷进行返修。在该工位配备MAG焊机、手工钻及打磨机等常规返修工具,可以对常见缺陷进行迅速处理,如焊点虚焊、漏焊等。若有严重的变形或批量焊点质量不佳,则需要离线返修,甚至报废。
通过设置质量返修工位,99%以上的质量缺陷都可以在线处理。基本实现了生产顺序不变,保证一个流的整车排产模式。
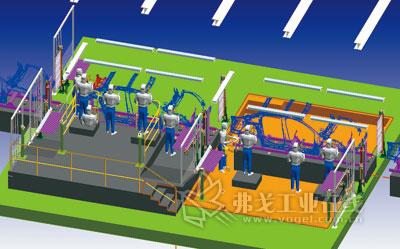
图4 生产线质量门的立体效果
3.质量追溯和快速反馈
质量问题的在线处理需要准确性和迅速性,C5车型采用了准确的信息跟踪和迅速的故障处理系统,很好地配合了质量控制系统的工作。
首先,从地板总成到白车身总成,全线采用RFID车身信息管理系统,避免零件错装、漏装和不合格车身流出,保证了检测结果与车身VIN码等信息一一对应,确保质量的可追朔性。另外,实施焊装车间快速反应系统(ANDON系统),实现质量问题的快速反馈以及设备故障处理的快速反应功能,有效减少缺陷与返修,并降低问题处理时间。快速反应系统通过系统为生产管理者和设备维护者及时提供信息,在发现质量问题或设备故障时进行实时区域音频信号报警,以便相关人员及时到场处理问题,减少停线时间。同时,系统运行时会将生产信息、故障信息、设备报警、质量门状态以及上下游库区状态等信息合理布置,统一显示在屏幕上(见图2)。
三级检查卡制度和离线测量仍然采用IQG和NQST指标对车身质量指标进行评价,其实际意义是校验实时在线检测系统的稳定性,准确反映目前的质量水平。两个系统共同工作,相互补充,很好地保证了C5白车身质量,并实现精益排产的目的。

图5 质量问题处理流程
质量监控站的功能
1.质量门焊点质量监控
质量门属于生产线工位,工作任务是实时监控焊点质量状态,针对缺陷及时报警,保证流出焊装车间的白车身焊点质量100%达标。
在工艺设计时,通过编制监控文件对监控区域的所有焊点进行编组:同一焊接参数、同一钢板构成及同一焊接设备的焊点属于同一组;同组焊点中抽检任意一个焊点,可以代表本组其他焊点的质量水平,根据该原则形成焊点监控表(见图3)。根据焊点监控图,结合考虑人机工程学因素和流水线节拍,分析确定质量门工位数量和工位形式,并且确定多少台车完成一个循环的检查。图4为生产线质量门的立体效果。
同时,通过多样化的工具和灵活的工位平台设计,实现对每个监控焊点都能进行检查或代替检查,而且也能保证质量门工位节拍符合生产线要求。最后,按照图5中质量门质量问题处理流程运行,使焊装每台车的焊点质量受控。
2.激光在线几何尺寸测量站
该工作站是以工业机器人为载体,配合非接触的视觉传感器构成的柔性激光视觉检测系统。该系统发挥机器人运动灵活、占地面积小的特点,随时切换程序即满足多品种的测量需求,在混流的车身后续焊生产线上100%对多品种的车身壳体进行非接触、快速且精确的测量。通过控制机器人在空间的位姿变换,视觉传感器能够依次到达空间指定测量位置,采集空间特征点的图像信息,并通过数据处理获得该点的三维坐标数据。

检测站工作时完全自主运行,无需人工操作,测量结果(数据)在检测站终端上以图表、曲线直观显示,如果超差,检测站输出报警信号。测量结果可以同时通过局域网(LAN)接入车间信息系统,质保及相关部门可以在各自办公室的终端上随时调阅、分析测量数据。不仅如此,由于使用了RFID技术,有关车型、VIN码信息记录在固定在雪橇上的磁卡上供激光测量站读取,使测量结果可与车身惟一编码相关联,增加了产品质量的可追朔性。
由于系统响应速度快,使得发现和解决现场质量问题的效率提高到以小时来计算。与传统的3D测量机和手工检具测量功能相比,激光在线测量的优点是比较多的(见表)。该系统实现了几何尺寸数据的时时采集,质量保证技术人员随时阅览信息,分析数据变化趋势,及时采取措施纠正偏差,确保整车下线合格率。
C5质量状况
通过实施以上的质量控制措施,C5白车身总成的IQV(几何尺寸扣分)和一次下线合格率都超越了原有的设定目标。C5焊点强度平均水平达到0.12%,质量优于PSA的标准水平0.5%,远低于国内同行业执行的标准1%。
结语
要生产出高品质的一流白车身,必须在制造的各个生产环节重点考虑质量控制方式。C5项目通过完整的质量控制体系建立的工艺设计,使C5车型的焊接质量和几何装配尺寸质量达到神龙汽车有限公司所有车型中的最好水平。2010年7月7日,在中国汽车技术研究中心2010年度C-NCAP第二批评价结果发布会上,通过对东风雪铁龙C5、东风日产轩逸及一汽奔腾B50等7款车型进行碰撞对比,东风雪铁龙C5以48.2的高分名列第一,并获得最高五星的碰撞评价,充分体现了该车焊接质量的可靠性。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论