数控全自动加工的意义
随着中国汽车模具制造业的飞速发展,模具制造技术的相关问题也逐渐暴露出来,如数控相关技术人员的短缺、模具企业制造技术经验不足及昂贵的数控机床却发挥不出应有的使用功能等。如何积累经验和沉淀技术是以后企业能否继续发展、制造高附加值产品的一个重要影响因素。
实现模具制造数控全自动加工,是目前多数模具制造企业追求的数控加工制造技术目标之一。实现模具制造数控全自动加工不仅仅是模具数控加无人值守加工,对其他制造环节的技术要求都很高,并且技术要求严谨,工作要求细致。
模具制造数控全自动加工的意义如下:
工作流程和技术文件的标准化、规范化
这里所说的标准规范的含义,是集中到软件、模板或流程中,无须程序员学习即可使用的标准规范性的参数。
数控自动加工要求每个环节都不允许出现错误,否则可能导致加工过程中出现刀具折断、刀具与工件干涉等现象。使工作流程标准化、规范化,把各种基础数据都进行统一的整理,即将以前的技术经验转化固定到编程模板、数控编程数据库中,然后所有的程序员按照模板就可以编制出同一质量的数控加工用程序。有助于企业积累知识和经验,并在内部传承。
提高数控编程质量和数控编程效率
目前,国内大部分模具制造企业的模具数控加工都需要操作者照看加工,最重要的原因是主管部门没有建立如机床库、刀具库等基本的数据库,也没有对程序员强制性的、客观的技术性要求。程序员在编制程序时没有考虑切削过程中的刀具切削量、刀具的伸出长度、刀具和机床是否与工件干涉等情况,有的甚至考虑数控加工时主轴的转速和机床切削进给等。
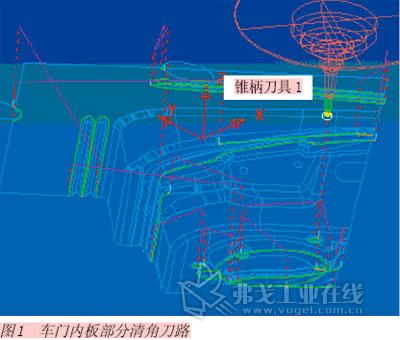
在实际生产中,数控程序的质量和数控加工效率是密切相关的。如图1的车门内板部分清角刀路,若程序员考虑到整个刀具路径在数控加工过程中的刀具与工件干涉问题,就要选择锥柄刀具1加工。
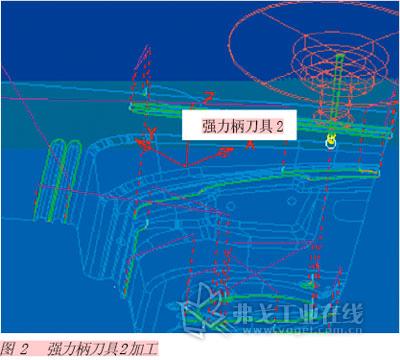
但是若考虑数控加工效率,在保证数控加工刀具与工件不干涉的情况下,完全可以将刀具路径分为两部分:一部分使用强力柄刀具2加工(见图 2 ),一部分使用锥柄刀具1加工(见图3)。
试验证明,一个完整的车门内板使用直径为10mm的球刀笔式清角,采用图2和图3组合方式来完成图1的工作,数控加工效率要提高15%以上。
提高数控编程的质量,势必要提高数控编程的效率,通过模板、参数数据库、批处理、利用晚间无人自动计算及多线程处理等编程技术,甚至通过一键式编程(PmaE)技术来提高编程的效率是切实可行的方法。
汽车模具数控加工的常见问题如下:型面工艺清角程序加工效率低;无过切(立轴程序转换为3+2轴程序),无碰撞3D型面无人化加工;冲孔模具凹模孔,凹模套(窝座)孔程序化加工;修边模具刃口轮廓的加工(三维的刃口轮廓程序);程序刀具信息的管理;编程数据库(刀具库、机床库和编程模板)的建立;加工程序的信息管理与传递;2D(模具的结构面)程序化加工的实现;数控加工过程中现场问题的解决;编程过程中各种的批处理;3+2加工过程中的过切、碰撞分析及程序问题更改处理。以上问题需要有熟练的数控编程人员,对于数控技术人员不稳定的模具制造企业,数控加工技术的积累是至关重要的。
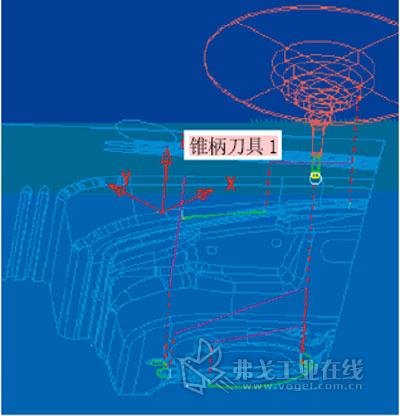
图3 锥柄刀具1加工
提高数控加工质量和效率
实现数控的全自动加工,彻底将操作者解放出来,不让他们参与加工过程。数控加工的质量和加工效率完全由数控机床的精度和数控程序来保证。通过几轮的全自动加工,我们才可以发现程序的不足之处,然后进行编程参数和策略的完善。经过一段时间的积累,将编程参数和加工策略调整到最佳状态。
有利于机床精度的保持
数控机床的精度一旦失去,对模具制造的打击是致命的。操作者经常会为了抢工时和产出,根据刀具直径的情况,尽可能地采用大切深加工,这对机床的锥孔伤害是非常大的,特别是深腔位置,使用悬长很长的刀具加工时,操作者无法通过手动编程实现小切削快进给加工,只能一刀切。数控机床最怕的是瞬时的撞击,而操作者手动控制正如瞬时撞击一样。通过CAM软件编程,可以实现小切削量、快进给的方式加工。基于对加工效率和数控机床精度保养的考虑,刀具厂商也都推出了适合此种加工方式的刀具。
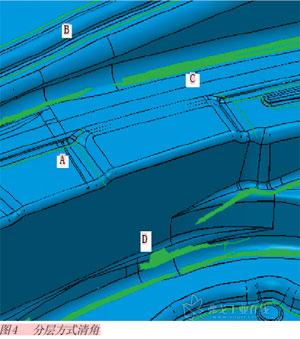
如传统方式的工艺清角加工,刀具表现崩刃现象;若数控全自动加工,则必须改变编程思想,采用分层方式清角(见图4)。与传统清角方式相比,机床的使用功率始终小于3%(即机床旋转时所需要的最小功率,加工几乎不消耗功率),而加工效率比传统清角方式提高30%。数控加工完成后,刀具的表现状态仅是正常磨损。
有利于刀具的成本降低和刀具管控
实现数控全自动加工的过程包括刀具的管理与选择。全自动加工可实现刀具集中动态管理,降低刀具的投入成本。如通过全自动加工程序控制,可以自动识别刀具伸出是否超过规定的长度,或者伸出长度小于规定的长度,从而避免加工过程中因刀具伸出长度过长而折断,或者因刀具伸出长度过短而发生干涉事故。
合理配置人力资源,降低劳动成本
目前,数控加工还是依靠操作者监控。熟练的数控操作者跳槽现象频繁,呈现无序的人才流动,国内技能好的模具生产数控操作员呈现出很大的缺口。通过数控全自动加工,可以减少操作者来降低劳动成本。
提高企业的制造技术水平
犹如国内企业学习丰田5S一样,我们学习的不仅仅是外表的整洁,而是要学到内涵的管理与素质提高。数控全自动加工的实现,是模具制造各环节技术都达到一定水平的自然结果。如前期的制造数据参数的积累、各环节的严谨细致的工作过程及制造技术程序的二次开发等。对于大部分模具制造企业,都有多年的制造经验,所以前期准备工作都没有太大的问题,主要是需要有人来牵头,有思路地把工作开展起来。在最初期,也许会需要1~2个月的准备时间做乏味的、枯燥的技术准备工作。一旦前期准备工作完成,实现自动加工,则是企业一个数控加工制造技术的转折点,从此将会受用不止3~5年,是本公司模具数控加工制造技术的一次提升。这对于企业在同行业中的制造水平和行业地位是一个提升。
结语
当有了思路和前期的技术准备条件,数控全自动加工实现起来并不困难。特别是数控程序的编制与数控各环节流程,都是通过软件来自动实现的。若开展这项技术,只需要1~2名专职的技术人员,在前期做好准备工作,就可以应用到生产中。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论