外板类拉延模具型面的精细化加工
拉延模是成形类模具中对表面精度要求最高的模具,它直接影响着产品的表面质量,对产品的外观起决定作用。本文将探讨外板类拉延模具的精加工问题。
拉延模具对表面精度要求很高,一般情况下,拉延模具加工完毕后,要进行专业检测,常用的方法有三坐标测量机、激光扫描和白光检测等,主要是检测模具的尺寸精度。如今,在一些模具厂家,除了专业检测外,还引入了奥迪特(AUDIT德国,美国叫CSA,日本叫QLA)评价标准(也作为新的评价标准),既通常的一分件、三分件等评价标准。
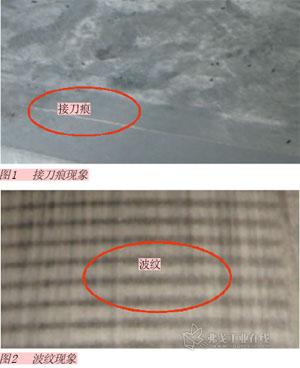
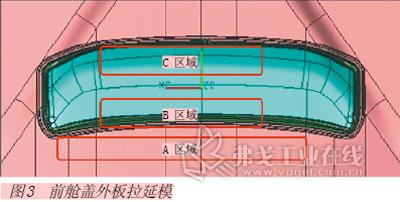
在拉延模型面精加工过程中经常出现的问题是接刀痕现象(见图1)和波纹现象(见图2)。这两种情况在尺寸精度上都没问题,也无明显手感,但目测能感到,按奥迪特评价标准,属于D级或E级缺陷。为解决上述问题,本文从几个方面入手,进行了综合分析和试验。
程序的编制
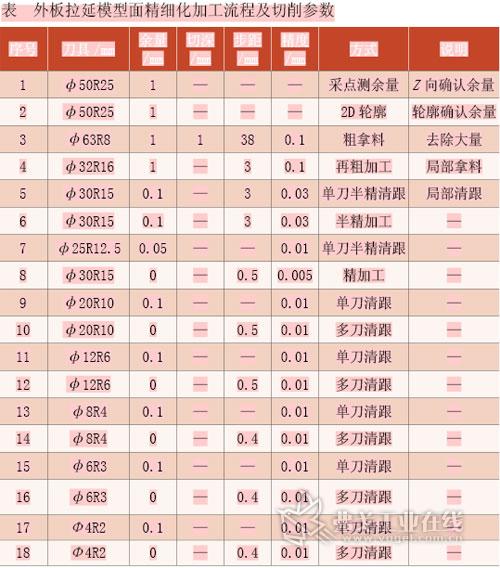
程序编制前,我们首先要对加工数模进行工艺分析,包括数模的表面质量和形状特点两部分。表面质量包括:数模型面是否光顺、有无裂缝、重叠和负角等问题,数模的表面直接影响刀轨的光顺性,进而影响着模具的加工效率和表面质量。数模的形状特点则决定着型面的分片原则和接刀位置。下面我们以前舱盖外板拉延模为例简单介绍:先用断面曲率梳,对数模进行光顺性分析;再进行数模精度分析,确保数模无任何影响加工的缺陷;最后根据数模特点和分片原则进行分片。由于工件腔深细狭外型不规则,压料面和中间部分相对平缓,侧壁部分比较陡峭,因此型面粗、精加工可初步分为A、B和C三部分加工(见图3)。相邻区域的分界点定在R角中间,相互搭接过渡2mm。
A区域为拉延筋外压料面部分(含拉延筋),型面起伏不大,加工质量要求相对要低。加工一般不会出现问题,可以采用3D沿面方式沿周由外向里加工,也可采用平面投影方式平行于Y轴加工。
B区域为拉延筋与产品之间绿色部分,比较陡峭,沿周坡度不尽相同,加工过程中容易出现刀具干涉和接刀痕现象。B区域比较陡峭,属于立面加工,要采用3D沿面加工方式。B区域需要和A区域、C区域多处接刀,因此很容易出现接刀痕现象,而且陡峭立壁沿周坡度不尽相同,编程时要考虑两端区域的步距会有变化,必要时要拿出来单独分片编程。
C区域为中间蓝色部分,虽然比较平缓,但属于产品部分,加工质量要求高,也是最容易产生波纹现象的部分。C区域比较平缓,可采用平面投影加工,平行于X轴或Y轴往复走刀,尽量不采用45°走刀。
加工工艺的制定
1.传统的加工方式
(1)先用φ50球头铣刀进行粗清根、粗加工,切深8~10mm,步距8mm,余量0.7mm;
(2)然后用φ32mm球头铣刀进行半精清根、半精加工,切深0.5mm,步距3mm,余量0.2mm;
(3)再用φ30mm精铣球头铣刀进行精清根、精加工,切深0.2mm,步距0.5mm,余量0mm;
(4)最后依次使用φ20mm、φ12mm、φ8mm、φ6mm及φ4mm球头铣刀进行局部清根精加工。
按传统加工方式,粗加工用φ50mm球头铣刀,切削条件恶劣,给后序加工的留量不均匀,精加工余量过大,这些都不适合镜面加工,不能满足自动化加工的需要,因此经常接刀痕现象和波纹现象,我们经过实验,通过以改变加工参数和编程软件两方面入手,逐步建立了新的加工方式。
2.改进后的加工方式
(1)用φ63R8圆角端铣刀进行等高层切加工,去除大部分余量,切深1 mm,步距40 mm,余量1.2 mm;
(2)用φ32mm球头铣刀进行再粗加工,去除凹坑、根部余量,步距3mm,余量1mm;
(3)用φ30mm球头铣刀进行单刀半精清根加工,余量0.3mm;
(4)用φ30mm球头铣刀进行半精加工,切深0.2mm,步距3mm,余量0.1mm;
(5)用φ25mm球头铣刀进行单刀精清根加工,余量0.05mm;
(6)用φ30mm精铣球头铣刀进行形面精加工,切深0.1mm,步距0.5mm,余量0mm;
(7)最后依次使用φ20mm、φ12mm、φ8mm、φ6mm和φ4mm球头铣刀进行局部清根半精加工、精加工。半精加工余量0.2mm;精加工余量0mm。
刀具及切削参数选择
由于加工过程中,切削加工时间较长,如φ30mm精铣球头铣刀的切削时间有时可能达到30h以上。因此在加工过程中,如何选择刀具和何时更换刀片也显得非常重要。我们在选择刀具时,遵循以下原则:
1.用圆角端铣刀进行等高层切粗加工,可以大大提高效率。φ30的镜面球头铣刀使加工表面质量的精度更高,因此这两种刀分别是粗、精加工刀具的首选。
2.高速切削一定要选择高精度刀柄,高精度刀柄可以提高零件的加工精度及刀具的寿命,刀柄的跳动要控制0.01mm以下。
3.在干式切削的情况下,尽量避免刀柄过热现象,可以使用吹气冷却,因为长时间的加工产生的切削热会影响刀具的精度和夹持力。
4.采用φ30mm镜面球头铣刀进行型面精加工时,球头铣刀刀片的制造精度要达到±0.005mm以下,安装精度达到±0.01mm以下。
5.刀片的齿形变为带有修光刃带,使加工的表面光亮度明显提高。外板拉延模型面精细化加工流程及切削参数如表所示。
改善情况
从理论上分析,接刀痕现象主要是模具在分片加工过程中,先加工与后加工区域因为刀片磨损或更换造成的;波纹现象原因较复杂,主要在于产品数模、编程和加工几个方面。解决接刀痕和波纹问题,要从编程开始,根据编程软件、精度选择、分片区域、机床性能、刀具参数和切削要素等方面整体平衡考虑。另外,像在进刀和退刀时采用圆弧切入切出的方式、尽量沿车身方向走刀及优化的数控程序等各方面的技巧,也为不留下接刀痕,提高加工表面粗糙度和精度有一定作用。
结语
通过编程方式和工艺措施的改进,加工后的外板拉延模型面从外观上有了明显的提高。通过在测量机上的测量数据看,加工后的型面符合程度在0.05以内,用户通过奥迪特评价的等级也取得了比较满意的效果。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论