超轻车身
与过去的老车型相比较,全新高尔夫七代轿车的质量减轻了100kg。其中,使用超高强度钢制造的轻量化零部件、全新的激光焊接工艺技术以及计算机辅助的零部件设计使得板材具有更高的强度和更轻的重量。
大众公司最新款的高尔夫七代轿车体现了超轻量的设计理念,新款车辆的车身外观、动力系统和其他配置的改变,使整车质量减少了100kg。这减去的100kg分别来自电气系统(减轻了3kg)、特种配置(减轻了12kg)、发动机(减轻了22kg)、行驶机构(减轻了26kg)以及包括车架在内的车厢(减轻了37kg)。在全新的工艺、超高强度钢和热成形加工技术的帮助下,新款高尔夫轿车车架的重量比其前辈高尔夫六代又下降了8.6%,新款车架的质量仅为245kg(见图1)。

图1 新一代大众高尔夫轿车采用了安全系数很高的轻量化车架
在车架减轻的23kg质量中,包括采用了轻量化设计的前后排座椅(减轻了7kg)、车载空调设备(减轻了2.7kg)、仪表板及仪表板支架(减轻了1.8kg)和一些其他附件(减轻了2.5kg)。这清楚地说明了什么是轻量化设计:“没有一家汽车生产厂家像大众公司一样有着如此丰富的关于超高强度钢热成形加工技术的专业知识和应用经验。我们利用新的设计方案和拥有专利技术的新材料,减轻了汽车的重量。”大众公司车架研发领导人Markus Kleimann 先生说。
这些新技术、新工艺中主要包括超高强度钢的热成形加工技术。据Markus Kleimann先生介绍说:“用这种材料制造的零部件在旧车型中仅占6%,而在全新车型中,这种材料的使用比例提高到了28%。”热成形加工的零部件的强度比利用传统深冲压钢技术制造的零部件在屈服极限方面提高了6倍;与传统的高强度钢相比,强度提高的幅度则更大。
除此以外,新的超高强度钢在车架设计和制造过程中还有减重潜力可以继续挖掘:在全新车型总质量仅有245kg的车架中,高强度、超高强度钢的比重高达80%(高尔夫六代中占比为66%)。这使得高尔夫七代的车架成为了迄今为止最轻的车架,比上一款被称为最轻车架的宝马1系还轻了22kg。
“我们想尽一切办法减轻汽车的重量,”Markus Kleimann先生说:“大众公司的工程师们对计算机生成的板材零部件利用虚拟设计的方法进行了强度验证。这种方法提高了板材结构件的刚性,只需少量改进措施就能把板材的噪声降到最低。用这种方法处理之后,车辆板材结构件的质量也减轻了7kg。”
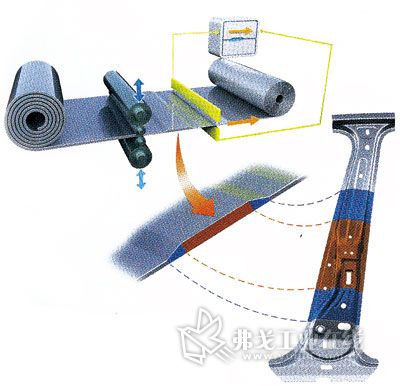
图2 激光拼焊板:一种连续变截面板材结构件,一种在柔性轧制工艺生产的连续变截面板
使用全新的焊接设备和焊接工艺
每一个零部件都会被送入Konzern-Framer设备内组装并形成了车辆的车架,车架制造中所用焊接凸缘的总长度长达数米。而这些焊接凸缘在焊接之前先用薄薄一层粘接剂粘接起来,经过粘接组装之后的车架还需要经过焊接并最终制造成成品的车架。Markus Kleimann先生说:“粘接剂对车架重量的影响几乎可以忽略,但在提高车架的刚性、降低车架结构件的噪声方面却有着重要的作用。”
这里提到的Konzern-Framer是一种高度自动化的生产设备,简单说就是一种焊接装备。Konzern-Framer采用了高精度的焊接夹具,保证了车架所有零件都能被准确地对接起来并焊接牢固。大众公司专机制造部门的领导人Markus Rössinger先生说:“这一装备可以保证焊接误差在0.1mm的等级,利用这一焊接设备,可以加工4种不同改款车型的车架,生产效率为每分钟一套车架。在生产高尔夫轿车时,大众公司共使用了7套Konzern-Framer焊接设备。理论计算:7×60=420,即每小时可以生产420台高尔夫七代轿车及其改款车型的车架。目前,大众汽车公司使用Konzern-Framer焊接设备在Wolfsburg市生产双门和四门版高尔夫七代轿车,还有在Zwickau市的工厂生产的四门版高尔夫七代轿车。大众公司计划将来在全球各地所有的汽车制造厂中推广这一技术,生产更多的车型。
在车架的焊接工艺中,大众公司采用了Wobbel技术,这是一种大众公司在汽车车架的生产过程中采用的自动化机器人激光焊接技术。大众公司创造的“Wobbel”一词指的是摆动、往复运动,是大众公司与IPG Photonics公司(20世纪90年代于俄罗斯成立的激光技术公司,目前总部在美国马萨诸塞州Oxford市)合作开发的技术。这家公司在美国、德国、俄罗斯和意大利都有自己的产品制造工厂。
据大众公司介绍,这种激光焊接机器人搭配有世界上最小的激光发生器。采用这种Wobbel技术显著减少了车架中的电阻焊焊点数量。大众公司技术部的Martin Goede先生介绍说:“这一技术与点焊相比能节约20%的电力。另外,它还能把焊接的连接强度提高40%。焊接时所需的焊接凸缘也可以采用更小设计,从而减轻车辆的重量。”
用超高强度钢热成形工艺制造的B柱与车架横梁之间的焊接在连接方式的改变上显而易见(见图2)。新车架的B柱布置不再是“包裹着”车架横梁,相反是由短小的搭接方式与横梁焊接起来。与有着26个焊点的点焊工艺不同,使用Wobbel焊接工艺后形成的是一条由激光焊接而成、长40mm、宽4mm且连续的焊缝。“仔细观察一下就会发现,这是一条正弦波形的焊缝。”Markus Kleimann先生介绍说,“这一利用Wobbel技术焊接而成的B立柱减轻了0.8kg。”
超高强度钢热成形加工的零部件
同时,超高强度钢热成形加工工艺技术在高尔夫七代车型的减重中也有着非常重要的作用。这些零部件都是大众公司设立在Wolfsburg市的制造厂中自己生产的。“这套加工设备的长度为23m,由2台平行的、各有4个燃气加热炉的热成型加工设备组成。在这套加工设备中,板材被裁剪成预先设计好的形状,从室温加热到930℃。”冲压车间的领导人Markus Lange先生说。机器人把烧红的钢材毛坯放入压力设备中,在5.5s的时间内,12000kN的压力把超高强度钢板材压制成形,再用水冷却到180℃。这一热成形加工设备每分钟消耗的冷却水量高达2000L。毛坯料从被送入加热炉到被压力机中输出的压力制作为成形件,整个过程只耗时13s。在这一生产线上的最后一道工序是激光切割,例如切割出B柱。经过上述加工的毛坯料就被送入Konzern-Framer设备进行下一步加工了。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论