缸体主轴承盖铸铝框架铝铁间隙原因分析
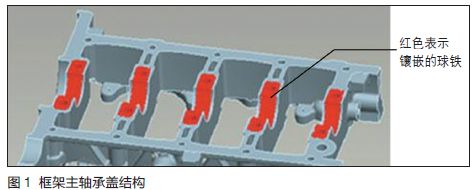
缸体是发动机的基础零件,通过它把发动机的曲轴连杆机构和配气机构及供油、润滑和冷却等系统联接成一个整体。缸体的主轴承盖结构主要分为两种:一种是在缸体上直接安装轴承盖,一般用于小排量的发动机;另一种是使用框架,主要用于排量较大的二代发动机。考虑到发动机的重量要求,框架大多采用铝合金材料,在主轴承盖部位镶嵌球铁(见图1)以确保一定的刚性。但由于铝和铁两种材质的加工切削性能不同,往往在加工结合面时镶嵌结合处会出现间隙(简称“铝铁间隙”)。本文对铸铝框架加工中存在的铝铁间隙的原因展开了分析,并提出了解决方案。
问题提出
我公司某发动机缸体总成的框架属于薄壁形的壳体零件,在主轴承盖部分是两种材料(铁、铝)铸造而成。一般情况下,铝铁间隙产品要求如下:每个镶块与框架贴合区域只允许最多两处间隙大于0.2 mm。该框架投产初期,据现场统计,铝铁间隙超差出现比例高达1.32%。为解决此问题,工艺工程师重点从加工工艺入手进行分析,确认铝铁间隙产生原因主要是加工结合面过程中镶块边缘铸铝受力产生变形。为此,我们从改变刀具的切削力方向和切削力大小两个方面着手进行验证。
改变切削力方向
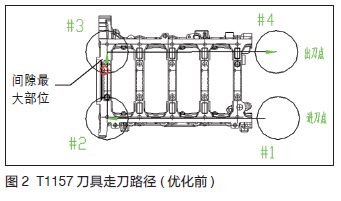
切削力是指在切削过程中产生的作用在工件和刀具上的大小相等且方向相反的切削力,即切削加工时工件材料抵抗刀具切削时产生的阻力。根据现场工艺分布,加工结合面刀具为OP40序面铣刀T1157,其刀具直径为125 mm,刀具加工路径如图2所示。
1.左端路径优化
统计发现,90%以上间隙超过0.2 mm的件均集中在1处(见图2标注区域),结合此现象分析:面铣刀T1157刀具路径从右端#1位置加工至左端#2位置,此时刀具并未完全离开工件,而继续向上加工至#3位置,图中所指区域受力如图3所示。
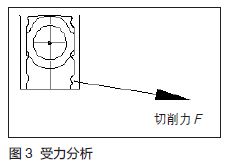
从上述切削力分析,镶块外缘包裹的铝皮非常薄,在切削力F作用下向外拉伸变形产生间隙。为避免切削力的影响,我们将面铣刀T1157在加工至#2位置后再向左多运动80 mm,使得刀具完全离开工件。
2. 上端路径优化
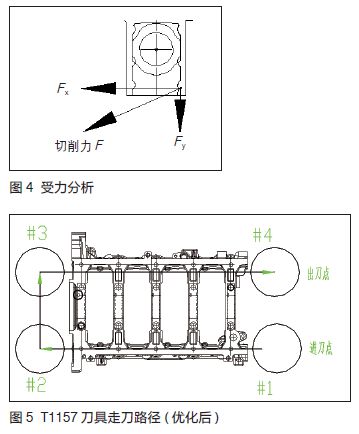
面铣刀T1157加工至#3位置,继续向右加工至#4位置结束。在此过程中,刀具T1157的刀具路径靠近曲轴孔一侧,此时铝皮受力情况如图4所示,在Y方向会产生分力Fy对铝皮产生拉伸变形,由于铝铁结合处并不是直线,必然会产生X方向上的间隙。通过上述分析,我们在左端路径优化的基础上,将面铣刀T1157的刀具路径往上调整20 mm(见图5)。
上述刀具路径优化后,加工验证铝铁间隙有明显改善,具体如图6所示。

改变切削力大小
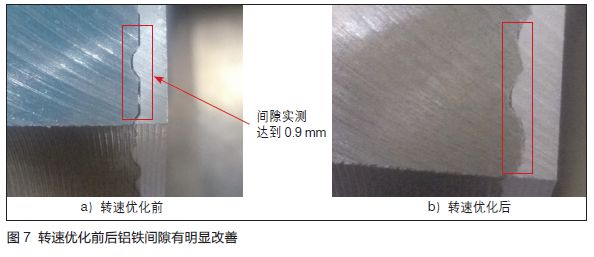
影响切削力的因素有工件材料、切削用量、刀具角度和刀具材料等。本文主要从切削用量方面来优化改变切削力。经现场确认,面铣刀T1157直径d=125 mm,转速n=460 r/min,进给量f=1.9 mm/r,根据切削速度公式计算可得:切削速度Vc=3 009.2 mm/s。当进给量f一定时,在低速范围下,X、Y和Z方向的切削力随着切削速度增加而增大,当达到某一临界速度后,随着切削速度的继续增大,切削力逐渐下降。不同刀具材料与工件材料的搭配以及在不同切削条件下,临界速度也不一样。因此,结合切削速度Vc=3.14×d×n/1 000 m/min可知,切削速度与转速成正比,即提高转速即可提高线速度。
综上所述,面铣刀T1157的切削速度Vc=3 009.2 mm/s,可通过提高转速n来提高切削速度,从而减小切削力。通过多轮验证,我们将转速从460 r/min提高至600 r/min时,铝铁间隙变化非常明显,改进前后效果如图7所示。
结语
此次铝铁间隙问题给予工艺工程师新的启发,一方面对加工切削受力分析有了一定的理解和认识,另一方面掌握并运用了切削速度和切削力的关系。在后续现场工艺维护过程中,这些知识和技能还将帮助我们进一步对现有的加工工艺和工艺参数进行分析及优化。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论