冲压自动化技术的升级方向是什么?
激烈的市场竞争使汽车产品更新换代的速度明显加快,用于加工单一品种的传统刚性冲压设备已不能适应市场多变的产品需求及多品种、中小批量的制造加工特征。冲压制造企业要想省时省钱多办事,就必须找到合理、高效的生产方式。结合实际生产需要,实现压力机、自动送料系统与机器人搬运系统三大模块的有效整合,是一大进步。
压力机现状与发展趋势
1.大型多连杆压力机
汽车覆盖件拉延成形时,受材料性能的限制,普通低碳钢允许的拉延速度为18-24m/min,压机拉延速度超过此值,零件就会拉裂报废,普通的曲柄压力机滑块运行速度曲线近似正弦曲线。只能完成70ram以下的简单浅拉伸,不能满足高档轿车汽车覆盖件(车门、顶盖等)的深拉伸(>250mm),因此冲压生产线打头设备均采用多连杆技术。多连杆压机运动特性是快速下降,在进行拉伸区域 (300mm 左右)速度低而均匀,拉伸完成后,滑块快速回程,既满足了低速拉伸工艺的要求,又提高了压力机的生产率。
2.大型多工位压力机
大型多工位压力机是目前世界上最先进、.最高效的板材冲压设备,它代表了目前车身覆盖件冲压成形的最高水平和发展方向。大型多工位压力机一般由拆垛机、大型压力机、自动送料系统和码垛系统等组成。其生产节拍可达16~25/min,是手工送料流水线的4~5倍,是单机联线自动化生产线的2~3倍,具有生产效率高,制件质量高的特点,特别适合汽车冲压件大批量生产。
据美国精密锻压协会统计,美国三大汽车公司680多条冲压线中有70%为多工位压力机;日本在美国的35条冲压线中有24台多工位压力机,占69%;日本国内的250条冲压线中,有80多条多工位压力机,占32%。在我国,由于大型多工位压力机技术积累尚不足,目前能够用于大型覆盖件冲压的多工位压力机还是空白,多采用国外进口设备(例如:德国Schuler等)。另一方面,大型多工位压力机在我国汽车行业的应用刚刚起步,诸多中小型汽车锻冲压企业,受资金有限、生产应用经验不足、工厂场地面积受限等因素制约,依然倾向于采用相对成熟、可靠的单机联线自动化冲压线。

自动送料系统现状与发展趋势
压力机之间使用多轴伺服传送机构一次性在压力机之间搬运零件,虽然不同生产厂商的压力机机构各不相同,但大体上可以分为两大类:一种是在压力机的纵轴线上安置多自由度搬运机器人,机器人可以沿压力机轴线纵向移动;另一种是在两台压力机的立柱前后安置的平行机械手臂,通过一根横杆形式的末端拾取器搬运零件。
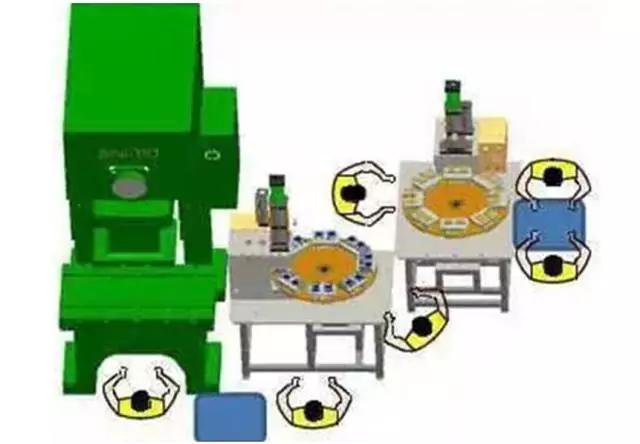
1.机器人自动送料系统
在我国,在近年来的新建和传统冲压线联线自动化改造中,多使用机器人自动化送料系统。机器人自动化生产线,通过更换端拾器,适合多车型的生产,柔性更高。其通常配置为5~6台压力机, 拆垛 、上下料机械手 、穿梭翻转小车和码垛系统等 。全线长度60m 左右,具有冲压质量稳定可靠、生产安全性高和柔性好的特点。由于上下工位压力机的间距大,工件传输效率较低,生产节拍一般为 6~ 9 spm。
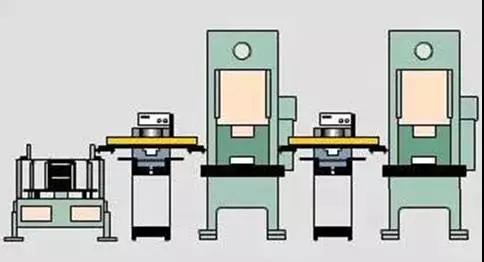
2.机械手臂自动化送料系统
机械手臂自动化送料系统主要由板料拆垛系统、板料对中系统、压机间快速送料传送系统组成。由于能够缩短压力机的间距,工件传输效率较高,生产节拍一般为8~15 spm。近几年来,国内外压力机供应商在全自动关键技术上又取得很大进展并得到成熟应用,例如全自动换模系统、拉伸垫数字控制技术和功能完善的触摸屏监控技术等,使单机联线生产效率逐年提升。其中,全自动换模系统只需要操作人员在触摸屏上设置好模具号,模具更换的全过程由压力机自动完成,整个过程最多需要5min。
全自动换模系统的主要功能包括:
1)平衡器与气垫压力自动调整功能;
2)装模高度、气垫行程自动调整功能,定位调整精度达0.1mm:
3)模具自动夹紧、放松功能;
4)高速移动工作台自动开进开出功能。
伴随着电子技术的发展,联机、联线、联网等技术得到了充分应用,我国冲压设备自动化技术升级改造呈现出以下趋势,总结如下:
(1)单机联线自动化冲压线与大型多工位压力机 是当今大型冲压设各自动化技术发展的两大趋势。但是用于大型覆盖件冲压的多工位压力机在我国汽车工业中的应用几乎是空白,这是我国冲压装备业与欧美发达国家的主要差距。
(2)经过近年来的新建和改造,部分生产线采用了单臂机械手、双臂机械手等输送系统,为国内冲压生产技术与欧美汽车工业接轨奠定了基础。
(3)鉴于我国汽车工业生产集中度较低,新车型换代越来越频繁的客观事实,在未来几年,单机联线自动化冲压线仍然是发展主力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论