液压阀体 优化的刀具方案削减您的加工成本
从我们的技术中获益
简介
液压阀体有许多种类,是最广泛的机械工业部件之一。大多数此类部件的制造商在加工过程中常常面临相同挑战。
无环屑加工
当加工阀芯装配孔时,粗加工铰刀铰孔时产生的环形废屑是经常面临的问题。在精加工或装配前手动去除这些废屑是耗时和成本高的过程。我们新的专利加工工艺和刀具技术可以消除这种废屑。
专为液压阀体设计的刀具解决方案
本手册介绍了为加工铸铁材料的液压阀体专门设计的刀具解决方案。京瓷尤尼莫克长期专注于这一领域,不断提升自我,并满足客户对高质量和长寿命刀具更多的需求。
领先的技术
我们广泛的研发与持续的改进,使我们可以向客户提供更优的刀具解决方案。密切地联系京瓷尤尼莫克的技术销售人员,您将从最新的技术研发中获益,从而降低的单件加工成本。
降低生产成本提升竞争力
我们通过提高产品质量和减少加工时间来降低您的生产成本。欢迎联系我们了解更多独特的非标刀具解决方案。

优化策略
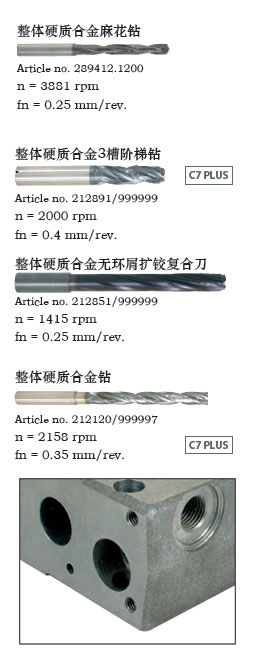
用螺旋槽刀具来提高切削参数
一个通常的优化原则是用螺旋槽刀具方案代替直槽刀具。此方案结合了C7 PLUS™ 的涂层常常能在维持相同刀具寿命的同时提高切削速度。
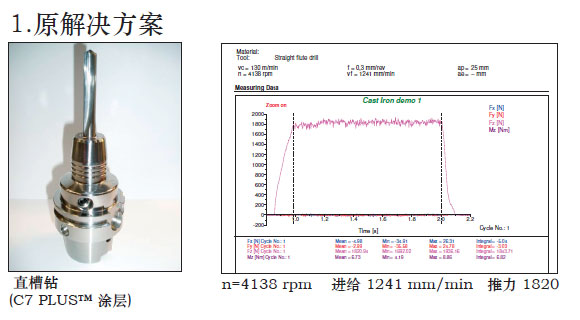
发掘潜力
在运行相同的切削参数时测量每个方案的进给力,可发现相同的切削参数下麻花钻的进给力比直槽钻低得多。
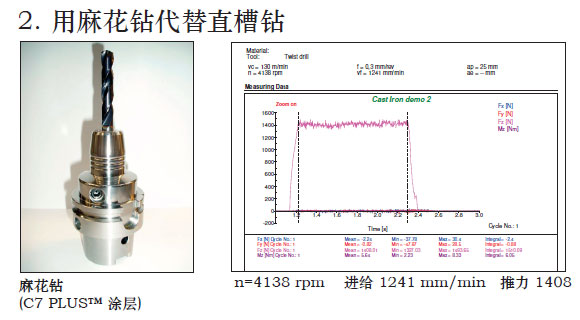
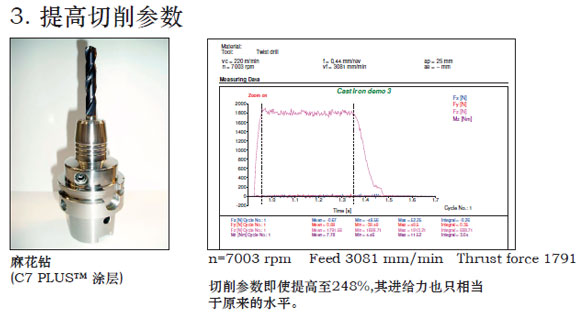
提高切削参数
提高麻花钻的切削参数直至进给力相当于原来的直槽钻。结果切削参数能够提高至 248%(Vf 3081mm/min. / Vf 1241 mm/min.)
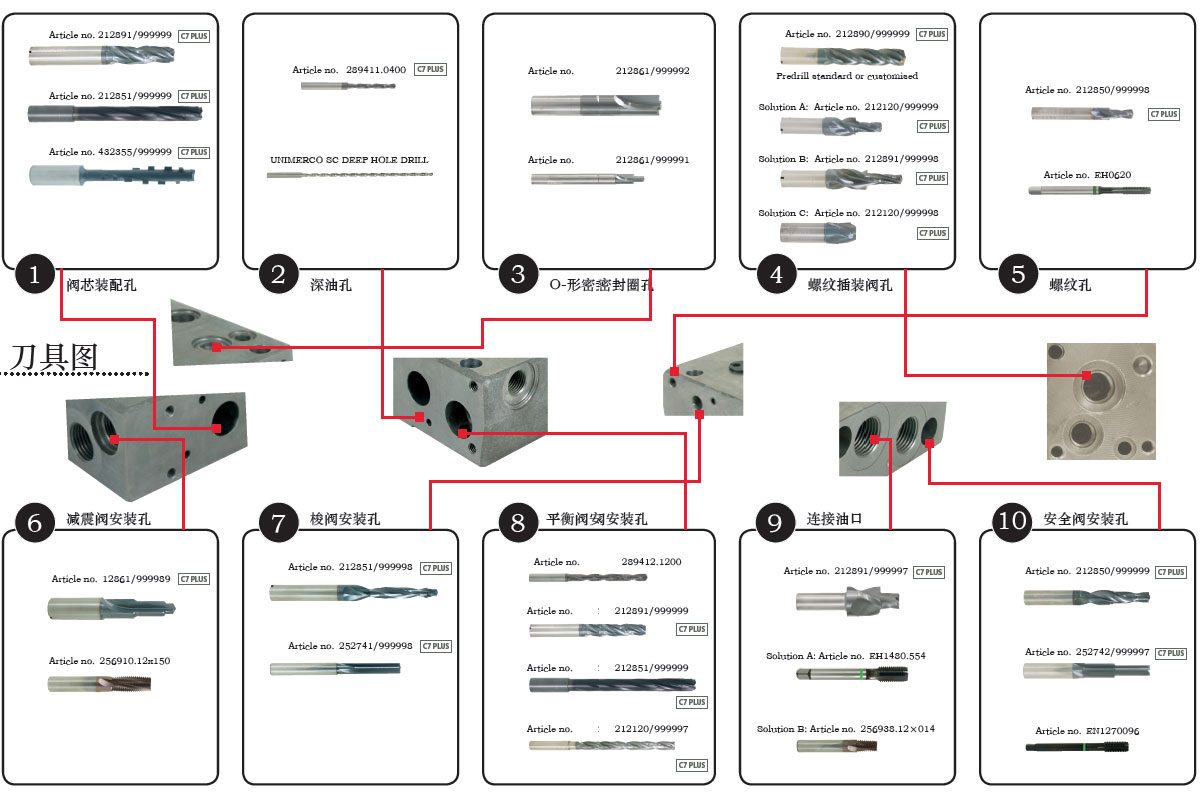
应用案例
1.阀芯装配孔
目标
在粗加工铰刀铰孔时清除环状废屑的产生。在传统的加工过程中这些环状废屑需要在精加工/装配前手动去除。


加工过程
结果
› 极好的尺寸一致性
› 良好的孔直线度
› 缩短生产周期 (50%)
› 每个部件节约15分钟t
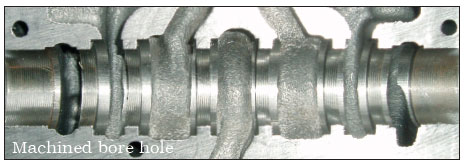
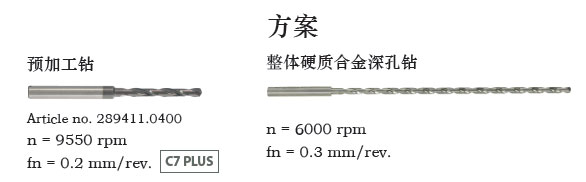
2.深油孔
目标
减少在直径公差较宽的小口径深孔内(如连接油道孔)的加工时间。在许多情况下高速钢深孔钻仍然被运用。
加工过程
结果
带有 C7 PLUS™涂层的硬质合金钻保证了加工速度和进给的提高,并提高了刀具寿命,缩短了生产周期。也能获得非常严的孔公差。
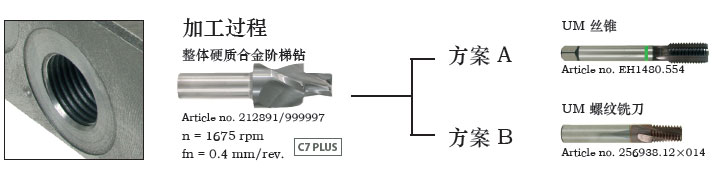
3.螺纹插装阀孔
目标
用组合刀具一次完成多个工序。消除加工中的振动可获得良好的公差和极好的表面粗糙度。
加工过程
结果
强壮的刀体设计和额外的导向条,使带有螺旋槽的硬质合金刀具表现极其出色。
› 减少加工时间
› 无振动
› 成熟的工艺
› 表面质量: Ra 0.8
› 孔公差: H7-H8
4.减震阀安装孔
目标
快速和可靠的加工确保加工尺寸精度。主要的挑战是要满足良好表面质量的需求。
结果
复合阶梯钻带有导向条和C7 PLUS™涂层,可确保孔的直线度、表面粗糙度,同时还可得到高速的进给和更长的刀具寿命。C3涂层的螺纹铣刀确保了可靠的螺纹加工。

5.平衡阀安装孔
目标
减少加工时间并确保质量。消除了用粗加工铰刀铰孔时产生的环形废屑,这些环形废屑通常黏在工件上,通常需要手工移除。
结果
新的刀具方案-以螺旋槽刀具代替直槽刀具,消除了环形废屑的问题。刀具的导向条也能保证孔直线度及其稳定性。除此以外,生产周期也缩短了50%以上。
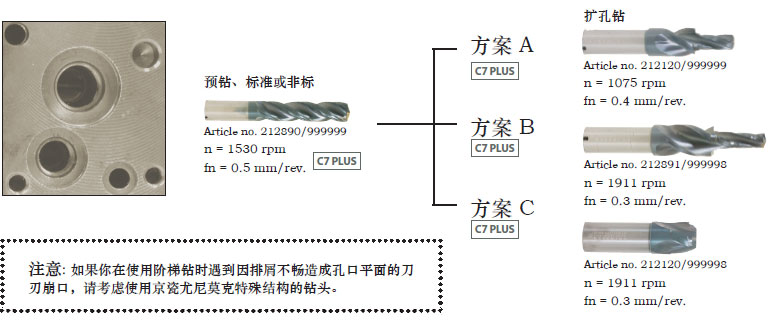
6.连接油口
目标
在钻的同时生成大的平面,消除加工中的振动,从而获得好的直径精度和完美的表面粗糙度。
加工过程
结果
预成型的整体硬质合金阶梯钻带有特殊的内冷却和钻尖设计,为增加切削速度提供了可能性。
› 缩短加工时间
› 无振动
› 稳定加工
› 极好的表面质量
› 更长的刀具寿命
7.安全阀安装孔
目标
确保孔的直线度、直径精度和表面粗糙度,同时减少加工时间并维持可靠的加工过程。
结果
用整体硬质合金阶梯钻和阶梯铰刀缩短加工时间,并具有紧的公差和极好的表面光洁度直孔。由于使用了C7 PLUS™ 涂层,刀具寿命也相对延长了。

更多信息
良好合作取得双赢
我们期待与客户紧密和长期的合作。通过相互的技术分享和研发,我们的客户得到的不仅仅是高质量的刀具。我们的优化专家会用系统而全面分析加工环境,优化加工过程。我们称之为:“系统的生产优化”。
以降低您的单件加工成本为宗旨
通过使用高性能的刀具及减少刀具的用量,在确保工艺安全的同时,改进了工件的加工质量并减少了加工时间。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论