锻造零部件使用非夹持式磁粉探伤的可 靠性分析
非夹持式探伤机一般通过 3 个互相垂直 方向的通电线圈产生 3 个方向的磁场以达到 磁化工件的目的。其有如下特点:磁场力互 相影响,磁场力的调整缺少理论计算公式; 由于不需要夹紧通电,探伤节拍快、效率高 且不会造成电极烧伤。
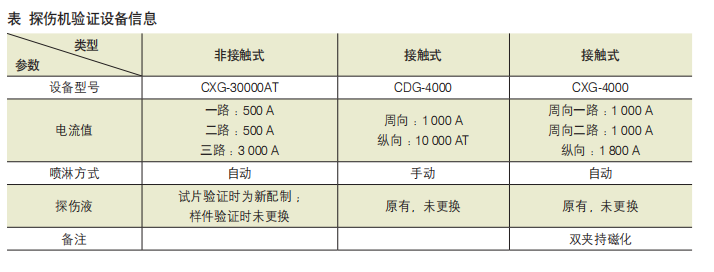
鉴于上述非夹持式探伤机的第 1 个特 点,平时在探伤检测中经常会有如下的疑惑: 非夹持式探伤机的检测可靠性有多高?其与 夹持式探伤机的差别如何?线圈长期使用是 否存在衰减?本文使用我单位从 2011 年使 用至今的一台 CXG-30000AT 型非夹持连续 通过式探伤机(设备信息见表),常用的连 杆锻件进行多维度的对比验证分析。
使用 15/50 型灵敏度试片的验证 结果
(1)在连杆锻件杆部外侧使用 A 型试片进行验证,“十”和“○”均能 清晰显示(图 1)。
(2)在连杆锻件杆部凹槽使 用 C 型试片进行验证,纵向的 “—”均显示较弱,但非夹持式 弱于夹持式(图 2)。
(3)在连杆锻件端头部使用 C 型试片进行验证,非夹持式的 “—”弱于夹持式(图 3)。

使用裂纹样件的验证 结果
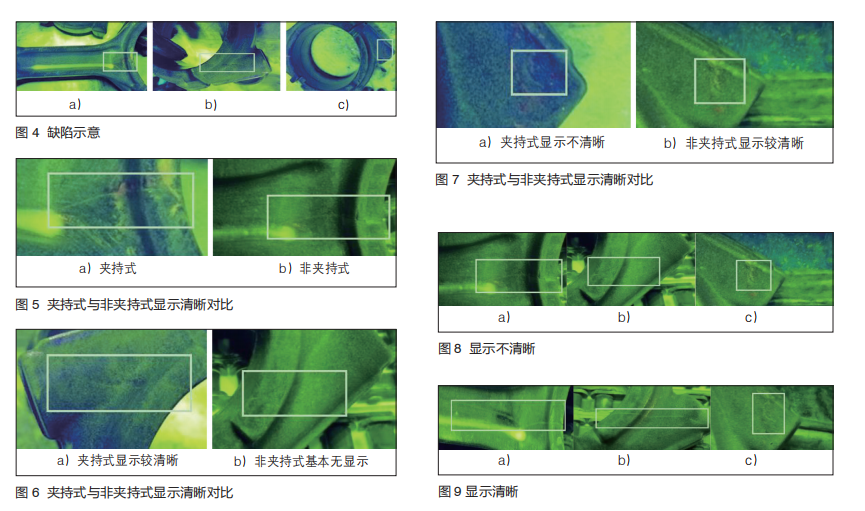
将图 4 中 a、b、c 三处缺陷 进行对比验证。
(1)图 4a 中的裂纹,夹持 式显示清晰(图 5a),非夹持式 显示不清晰(图 5b)。
(2)图 4b 中的裂纹,夹持 式显示比较清晰(图 6a),非夹 持式基本无显示(图 6b)。
(3)图 4c 中的裂纹,夹持 式显示不清晰(图 7a),非夹持 式显示比较清晰(图 7b)。 图 4 缺陷示意 图 5 夹持式与非夹持式显示清晰对比 a)a)夹持式 b) b)非夹持式 图 6 夹持式与非夹持式显示清晰对比 a)夹持式显示较清晰 b)非夹持式基本无显示 图 7 夹持式与非夹持式显示清晰对比 a)夹持式显示不清晰 b)非夹持式显示较清晰 图 8 显示不清晰 图 9 显示清晰 a)a) b) b) c)c) c)
影响因素分析
验证过程中发现非夹持式 探伤机盛液箱的搅拌电动机发 生故障,缺少搅拌功能,探伤 液中的磁粉沉淀现象明显,探 伤液的浓度极低,为验证搅拌 功能的作用,非夹持式探伤机 分别在有搅拌和无搅拌的情况 下再次进行磁化验证。无搅拌 情况下的验证结果见图 8,有搅 拌情况下的验证结果见图 9。
结束语
(1)根据灵敏度试片的验 证结果,非夹持式探伤机对杆 部凹槽和两端部位的“—”纵 向型缺陷需重点关注。
(2)根据裂纹连杆样件的 验证结果,非夹持式探伤机对 杆部凹槽和两端部位的“—” 纵向型表面裂纹具备检测能力。 (3) 根 据 上 述 验 证 结 果, 非夹持式探伤机对连杆表面的 缺陷能够有效显示,但对于部 分高温锻压后的近表层缺陷可 能效果不太好。
(4)为加强非夹持式探伤 机的检测可靠性,可以采用每 批次产品按比例在夹持式探伤 机上抽查探伤的方式进行保障。 (5)通过探伤机有搅拌与 无搅拌磁化结果的验证,能够 发现探伤液的浓度、探伤机的 搅拌功能非常重要。
(6) 探 伤 检 测 常 见 的 影 响 因 素 中, 暗 室 白 光、 紫 外 光 是 硬 件 配 置 的、 基 本 固 定 的,容易直接观察,可以归为 显性因素;探伤液浓度、污染 物、喷淋步骤、喷淋手法和搅 拌等属于随时变化的或不易观 察的,可以归为隐性因素。任 何情况下评价探伤系统的可靠 性,都不能忽视了隐性因素, 需要保证各个影响因素合规与 稳定。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论