渗透检测在铝车身焊接质量评价中的应用
车身强度及轻量化水平直接关系物流车辆的 运载能力和续驶能力。因此,车身强度的检测、 评价和控制办法是全球各汽车制造商都十分重视 的技术领域。
强度检测按结果分类主要分为破坏式检测和 无损检测。无损检测又包括超声波、涡流和渗透 检测等方法。通过对比,我们最终采用渗透检测 的方式对我公司某款车型的车身焊接质量进行表 面缺陷的检测。
渗透检测
1. 检测原理
渗透检测又称渗透探伤,是一种以毛细作用 原理为基础的检查表面开口缺陷的无损检测方法。 其工作原理是:在车身焊缝表面周边施涂含有荧 光染料或着色染料的渗透液后,在毛细管作用下, 经过一段时间,渗透液可以渗透进焊缝表面的开 口缺陷中。随后,经去除零件表面多余的渗透液后, 再在零件表面施涂显像液。同样,在毛细管的作 用下,显像液将吸引缺陷中保留的渗透液,渗透 液回渗到显像液中,在一定的光源(紫外线光或 白光)下,缺陷处的渗透液痕迹被显现。渗透检 测便是通过上述系列过程探测,并确认缺陷形貌 及分布状态的一种探伤方法。
2. 优点
渗透检测应用范围广泛:可检测各种材料,如 金属、非金属材料;磁性、非磁性材料。可检测 各种加工工艺,如焊接、锻造和轧制等加工方式。 渗透检测具有较高的灵敏度(可发现 0.1 μm 宽 缺陷)的同时,具有显示直观、操作方便和检测 费用低廉的优点。
3. 局限性
渗透检测只能检测表面开口的缺陷,不适于检 测多孔性疏松材料制成的工件和表面粗糙的工件; 其次,只能检测缺陷的表面分布,难以确定缺陷的 实际深度。因此,渗透检测很难对缺陷做出定量评 价,而且检出结果受操作者的影响也较大。
评价标准
1. 整车分区标准
首先建立整车的分区标准,按区域不同和承 载功能不同进行缺陷的等级分类:整车分为 A、B、 C 和 D 四个区。
A 区外部:从地面 60 ~ 195 cm 高度范围, 包括合金或抛光轮毂(例如:前盖外板、翼子板、 前门外板和货箱蒙皮等)。 A 区内部:坐在司机或乘客座位上,关上车门 后自然状态能看见的区域;VIN 区域。 B 区外部:从地面到 60 cm 高度的区域,及 高度大于 195 cm 部分的车顶区域。
B 区内部:门内板区域,也就是前门从地面 60cm 至门的顶端(除铰链区域及其它包含在 D 区的部分)可视区域;门框区域,从门槛区域至门 顶端(除去铰链区域)可视区域;中间隔板,即驾 驶室内座椅后部可视区域;取货门、货厢门密封条 周边钣金面可视区域。
C 区:充电口内板、货箱内、货箱门内板及裸 漏部分、取货门内板、中间隔板驾驶室内座椅遮 挡部分。
D 区:除 A、B、C 三个可视区域;整个发盖 内侧区域(除翼子板安装支架 ) ;货箱门门护板下 边缘的整条边;前门门护板下边缘,腰线以下二门铰链安装位置对应的门框及门 板。
2. 规范焊接缺陷标准
质量等级:根据特定缺陷 种类、尺寸和数量,对焊缝质 量的分类;
适用性:特定条件 下,某个产品或方法适用于规定 目的的能力;
短缺陷:焊缝长度 ≥ 100 mm 时,在任意 100 mm 范围内不超过 25 mm ;焊缝长 度< 100 mm 时,一个或多个 缺陷总和小于总长度的 25%。
缺陷类别:根据焊缝数量、 尺寸、位置、外观裂纹、气孔、 缩孔、咬边、烧穿、未熔合及未 焊满这 10 个不同维度,通过目 视、检测工具以及渗透检测方式 进行缺陷识别。
铝车身焊接渗透试验工艺
1. 表面准备
铝车身焊接完成后存在焊缝 周边氧化、焊接飞溅、毛刺和铝 屑等影响渗透检测的缺陷。在 需进一步处理过程中,采用 800 号砂纸先行打磨,去除焊接飞溅、 毛刺、氧化行和污渍,再对打磨 后周边进行清擦,保证试验部位 满足要求。
2. 预清洗
在清擦完成后使用清洗液对 试验表面及周边 2 ~ 3 cm 范围 内清洗。我们采用灌装清洗液, 直接喷涂实验面,喷雾状溶剂具 有一定冲洗效果。整车试验焊缝 数共 200 余条,清洗按顺序完 成后风干,保证检测面溶剂和水 分干燥。
3. 渗透作业
使用渗透液喷涂焊缝及其周 边约 2 ~ 3 cm 处,喷嘴距离检 测面 15 ~ 30 cm, 喷涂方向尽量与检测部位形成 30°~ 40° 夹角,保证渗透液完全覆盖焊缝 及其周边范围,并保持湿润状态 10 min,保证渗透液完全作用至 焊缝周边缺陷内。随后自然干燥 5 ~ 10 min,周边多余滴落渗透 液可用洁净布擦拭干净。
4. 显像
待工件焊缝表面自然干燥 后,喷涂显像液,显像液要均匀 覆盖被检表面,不能反复多次喷 涂,容易堆积溶液使渗透液不能 更好显像;喷嘴与被检表面呈 30 ~ 40°夹角,距离视喷涂在施 加显像液后保持 7 ~ 10 min, 待 红色显现开始目视检查,检查区 域光照要求 500 ~ 1 000 Lux, 识别缺陷后拍照记录,结果如图 1、图 2 所示。
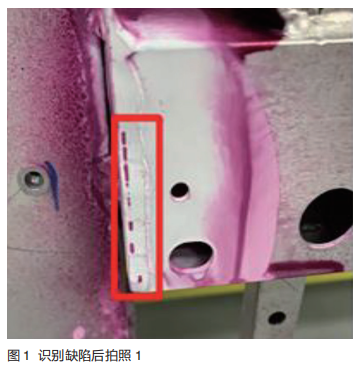
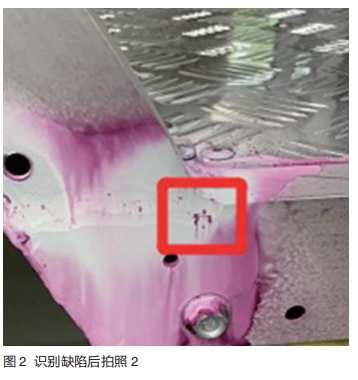
5. 缺陷处置
渗透检测发现缺陷均为表面 问题,一般为表面气孔、裂纹、 焊坑。识别缺陷部位后进行打磨 重新焊接,打磨深度视红色显现 完全打磨不见,返工完成后重新 进行渗透检测,并记录。
6. 后处理
评价完成后,整车需进行清洁处理,使用清洁液喷涂作业区 域,并用擦布进行清洁。在此阶 段需要注意的是在渗透过程中, 由于车身结构复杂,不可避免会 有渗透液污染地面,一般可事先 做好防护,或者事后清洁,擦布 和渗透液用完的空罐不能随意丢 弃,要按公司环境体系要求处置。
7. 评价发布
评价完成后组织相应部门讲 评,制定改进措施,对不合格焊 缝进行深入的分析并改进。
结束语
无损检测在汽车制造领域已 有了成熟的应用,超声波、涡流 等无损检测在压力点焊的检测方 面,有着无可替代的优势。通过 渗透检测,并对检测人员进行目 视检测培训及无损检测资质培 训,即可判断大部分气体保护焊 的缺陷,从而达到控制整车焊接 质量的目的。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论