BDE 生产监控系统的应用及数据分析
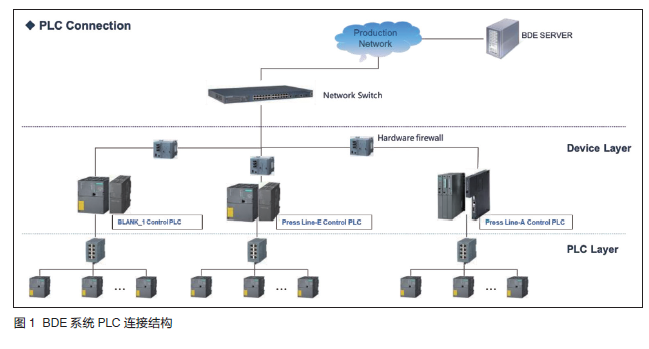
BDE 是FORCAM 公司开发的适用于智能制造的工业互联网(IIOT)解决方案的一部分。该解决方案的优势是其作为一个开放的平台,通过基于Web的开放API 集成到现有的IT 环境中,不依赖于某个系统,高度灵活且安全性高。如图1 所示,BDE 系统通过PLC 与机床设备连接,实时读取预先设置的需要跟踪的机床信息,同时BDE 系统可连接SAP系统,通过SAP 系统进行数据传输,实现差异分析及管理,确保信息传输顺畅,数据透明准确,具备可追溯性,各项KPI 指标得到有效控制,极大地提高管理效率,降低管理成本。
BDE 系统功能模块
1.BDE 系统
目前BDE 系统拥有10 个主要的功能模块,同时系统支持与ERP 系统的连接及伺服线设备和加工中心等连接。如图2 所示,目前BBAC 在BDE 系统功能的选择上主要参考德国Daimler 的使用经验及意见,有工单管理、报告、可视化及报警等功能模块。

2.BDE 系统模块及使用效果
(1)车间终端(worker)功能简述
车间终端作为生产过程中生产信息的来源,用于收集整个生产过程中的设备、产品数量及质量情况等信息,以实现车间管理及生产状态实时监控的目的。每一条生产线的车间终端,都将会从ERP 系统中接收到该生产线的生产订单,员工可通过选择不同的生产订单来记录不同时段的生产情况。员工可通过选择系统中提前设置好的停机原因条目来实现在生产中快速定义停机原因。如有必要,员工还可对每一条停机原因进行描述,以真实记录生产情况。员工可手动录入生产过程中的质量情况,如报废数量及返工数量。系统也会根据设备信号,自动记录生产数量。这些信息将最终传递到SAP 系统中,从而实现数据的唯一出口及统一管理。
BDE 车间终端利用网络通过浏览器环境运行,操作者可通过任何基于Windows 的终端设备进行访问,同时车间终端的布局及显示信息可支持完全客户定制。客户可根据实际使用情况选择适合自己的功能模块,同时也可选择系统内提供的相应模板进行更改配置。除去功能性相关的按键配置之外,目前系统提供90 个可调整的报告模块用于实时查看生产汇总信息。
(2)可视化功能简述
可视化功能是系统提供的可快速了解当前生产实时状态的模块。在此模块中使用者可根据自身需求编辑定制可视化报表。系统允许使用者自由编辑各种可视化组件,同时可连接系统收集的各类实时生产状态,如通过不同颜色表示当前作业状态,显示当前订单处理顺序、生产线运行状态及订单生产情况等生产数据。系统支持图片等元素的引用和不同生产线数据的集成,从而实现在一个可视化报告中了解整个工厂运行状态的要求。
(3)报表功能简述
BDE-OFFICE 客户端最主要的功能是报表功能。在系统的生产表现分析模块中,系统提供表格与图形格式的报告。用户也可以根据自身的使用情况通过编辑器来编写SQL 来定制报告,在系统提供的标准报告中,主要涉及生产线状态日志、OEE 分析报告及设备维护报告等,其中OEE 分析报告作为系统设计的基本逻辑,其报告类型根据OEE 的计算逻辑又分别设置有:可动率分析报告、时间状态统计报告、效能分析报告、冲次统计报告及质量分析报告等。在BBAC 的使用过程中,根据不同情况结合已有标准报告定制了部分专用报告,目前总数超过200 个。
设备综合效率(OEE)的计算及数据分析
1. 设备综合效率(OEE)的计算
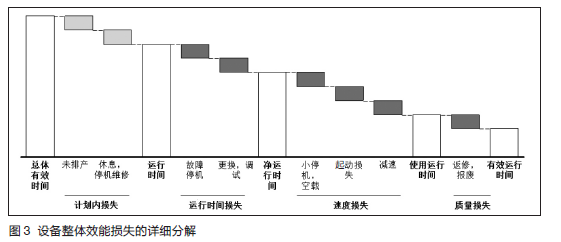
设备综合效率(OEE)一直是大多数生产制造企业看重的数据,很多企业使用此数据作为考核生产运营的KPI 指标。如图3所示,OEE 的本质是通过考量计划内损失、运行时间损失、速度损失及质量损失等因素计算设备负荷时间内实际生产与理论产量的比值,其计算公式如下:OEE= 时间开动率× 性能开动率× 质量合格率×100%其中时间开动率反映了设备的时间利用效率,即在运行时间内,去除设备故障等停线时间后真实生产时间所占的比例;性能开动率反映了设备运行效率和设备空转等损失,即设备生产目标数量所需的净时间与实际运行时间的比值,是代表设备性能和老化程度的一个指标;质量合格率反映质量损失,即合格品数量在生产总数量中的比例,反映了因不合格品与返修品加工和初期投产造成的时间和成本的损失。
2.BBAC 冲压工厂伺服线数据分析
(1)设备运行情况概述
本文中引用数据为BBAC 冲压工厂MRA-E 线2019 年部分生产数据,此生产线始建于2014 年,为Schuler 伺服冲压线,最快生产速度17 次/min,主要承担车身外覆盖件的生产工作,生产数据见表1。

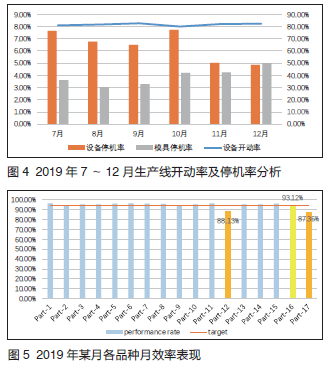
通过对生产数据进行初步处理,计算该生产线各项主要停机率及设备开动率,如图4 所示。
(2)BBAC 冲压工厂伺服线效能损失分析
效率损失是在实际生产过程中产生的,由于设计生产速度比实际生产速度快,产生的速度差会带来损失。效率损失一般与工艺设计及设备运行状态相关,通过效率损失分析,观察各个产品在不同批次的生产状态可以有效地判断出工艺设计是否合理,再通过其他数据横向对比,可以查找设备运行老化等问题,从而实现指导生产的目的。
通过分析BBAC 某冲压线2019 年某月各品种的生产数据发现,该生产线年平均效率损失约为4.5%~ 5.5%。平均每天生产18 h 左右,其某月各产品生产表现如图5 所示。
通过数据分析可发现,大部分产品达到该线效率表现的平均值,部分产品整体数据达标,个别未达标批次为生产正常波动,属正常情况,但其中三个品种整体效率表现远低于平均值。其中Part-12 当月效率损失为11.87% ;Part-16 当月效率损失为6.88% ;Part-17 当月效率损失为12.64%。
通过进一步进行细节分析发现,Part-12 及Part-17 由于当月生产质量问题较多,质量指标无法完成,零件返修压力增加。Part-16 该产品当月生产详细数据见表2。通过对表2 2019 年某月Part-16 各批次当月生产表现分析,该产品整体效率损失较高,且其中一批次生产时发生较长时间停机,影响整体效率表现。通过进一步的细节分析及工艺技术检查,发现该产品在生产过程中,端拾器曲线振动较大,由于设备功能的不完善,无法降低端拾器运动过程中由于加速及减速产生的振动,因此影响了整体设备运行速度,导致此产品在生产过程中整体效能表现较差,效率损失较高。
结论
BDE 系统通过数字化的解决方案,成功解决了生产数据采集不准确、数据不可计算的困难。OEE 作为BDE 系统分析功能的架构核心,反映了生产运行管理状态,同时也为企业的未来发展及管理改善提供了重要的参考数据。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论