
基于机器人的汽车门盖智能装配的应用
根据行业内的调查,自主品牌和合资品牌主机厂的白车身门盖装配线多采用人工装配工艺。在生产过程中占用了大量人力资源,且装配品质在很大程度上完全依赖工人的主观责任心和技术水平。这种情况对汽车企业而言,一方面造成巨大的人力成本负担;另一方面,因工人技术水平或经验高低的差异,导致产品一致性低的问题也难于解决。因此汽车行业迫切需求加快数字技术、智能控制技术在车身装备上的应用,实现高精度柔性定位、监控、检测、诊断、维护、预报及管理等智能化控制,从而满足主机厂多产品和共线生产等各类需求,提高焊装线的柔性化生产能力,满足多车型批量化和柔性化生产需求,避免重复投资,减少生产线上人员数量和劳动强度,提高汽车品质及一致性。
本文介绍的是一种基于机器人搭载视觉系统,实现门盖自动智能装配技术和方案。通过3D 视觉传感器对门盖及门框进行拍照,对角点、棱、面等特征进行识别和提取,计算出车门与门框各个位置的间隙及面差,并进一步通过间隙面差匹配算法计算出门盖相对车身及门框的最佳装配位置,从而引导机器人系统实现最佳装配。该系统的使用将大幅降低调整门盖装配工作量,提高装配精度,减少返修率及后续工位调整,有效提高生产效率。
视觉测量定位原理
1.“3 - 2 - 1”定位原则
先通过至少三个点的Z 向坐标拟合出型面来限制物体在Z 向上的平移和沿X、Y 向的旋转,然后从至少两个点的Y 向坐标拟合出来直线来限定物体在Y 向上的平移和沿Z 向的旋转,最后通过至少一个点的X 向坐标来最终确定物体在X 向的平移。从而最终确定一个物体的位置的定位方法。
2. 主要原理
基于“3 - 2 - 1”定位原则,对一个被引导零件上至少3 个三维特征的测量,来获取“3 - 2 - 1”原则所需的基本元素后,根据算法来得到现有零件与其理论位置所存在的偏差,并把此偏差转化为机器人坐标系的偏移值后传输给机器人来实现引导效果。
门盖智能装配方案
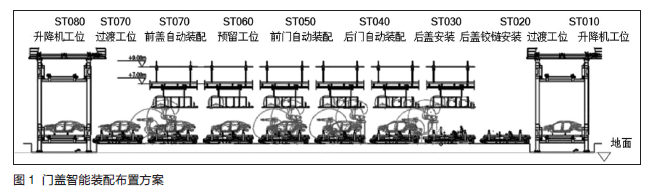
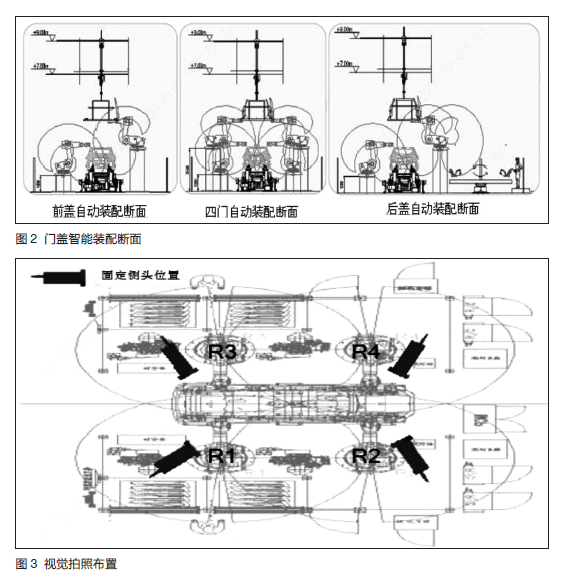
根据产线规划的节拍以及线体所在车间的平面布置,规划并建设四门两盖智能装配生产线(图1),但前盖、四门及后盖总成装配工艺和顺序存在一定差异,在具体每个装配工位需充分布置机器人位置和抓取件的方向,经充分三维仿真验证及模拟,本次在每个装配工位的断面图如图2 所示。
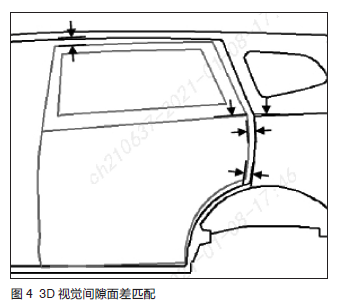
鉴于该门盖智能自动装配的调整线方案没有精准定位的传输系统,由滑翘将车身输送至装配工位并停稳后,需要对车身进行视觉精确定位,因此我们选用4套2D 测量传感器对车身侧围主定位孔进行测量,通过“3 - 2- 1”原则计算并确认车身准确位置,视觉摄像头具体布置如图3 所示。当调整线输送方案有定位销等车身精准定位时,可省去视觉车身定位系统。
门盖自动装配视觉系统介绍
本系统主要功能是通过3D视觉传感器对门盖及门框进行拍照,对角点、棱和面等特征进行识别和提取,从而计算出车门与门框各个位置的间隙及面差,并进一步通过间隙面差匹配算法计算出门盖相对车身及门框的最佳装配位置,进一步来引导机器人系统实现最佳装配。
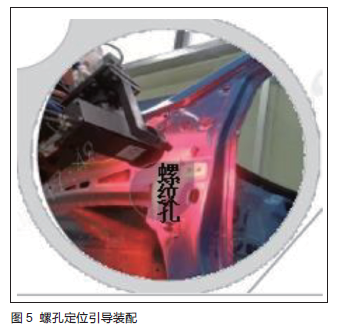
经过详细的分析和论证,其主要实现路径分为以下三个方面:① 采用多光条激光视觉传感器,可同时对棱线边线进行多点测量,精确计算出棱线边线在三维空间内的位置和方向;②最新的OCCP 匹配算法可以对所有位置的测量数据同时进行匹配拟合处理,计算出车门相对门框的最佳装配位置,并输出补偿量至机器人系统,OCCP 匹配算法可以对多个测量位置的测量数据同时进行拟合匹配(图4)。匹配方式有两种:a. 与车身工艺给出的标准值进行匹配;b. 按照工件自身的轮廓与形状进行最优匹配③最新的螺孔测量技术,可以同时测量螺孔的位置和轴向方向,确保机器人拧螺栓时的拧入方向。
针对螺孔测量设计开发专用传感器及算法,专用传感器对铰链安装位置拍照,通过图像处理对铰链安装面及安装螺孔进行位置精确可靠识别( 图5),进一步引导机器人将铰链螺栓精确拧入安装孔,实现门盖的自动化装配。
1. 工艺流程(以后门自动装配为例)
(1)白车身总成由滑翘输送至本工位并定位。
(2)2D 视觉定位系统对车身进行测量,确定车身准确位置。
(3) 机器人R1/R3 由对中台上取下车门,同时机器人R2/R4 持视觉传感器拍照确认铰链安装孔位置,拍照完成后回原点。
(4) 机器人R1/R3 持后门移动到预装位置,断差面差匹配系统引导机器人R1/R3 完成左右后门对侧围门框的定位。
(5) 机器人R2/R4 再次持视觉传感器拍照,引导伺服拧紧枪完成4 个铰链螺栓的拧紧。
(6) 机器人R1/R3 的断差面差匹配系统再次对装配后的间隙面差进行测量,并上传数据至MES 系统,之后机器人返回原点。
2. 实施路径
本次我们选取3+1 个孔特征进行测量,其中1 个作为冗余,依照最小二乘法原则进行优化处理,可有效提高测量的稳定性。
(1)3D 视觉引导抓件
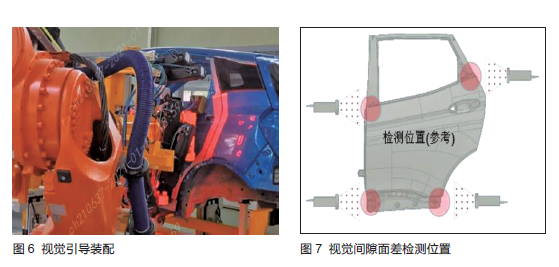
通过3D 视觉传感器对后门的4 个孔特征进行识别和提取,根据机器人运动学模型、手眼关系及视觉测量模型测量出工件准确的三维空间坐标,之后计算出抓手坐标系相对工件坐标系的偏差值,进而将补偿量发送给机器人,引导机器人系统对被装配门盖实现精确抓取(图6)。
(2)3D 视觉间隙面差匹配
传感器对门盖及门框进行拍照,对门与门框之间4 处关键位置(图7)进行识别与定位处理,根据传感器测量模型,计算出间隙及面差,进一步通过最新的OCCP 匹配算法进行空间最优匹配,计算出最佳装配位置,引导机器人系统实现门盖相对车身及门框的最佳位置装配。
该方案中的视觉传感器测量范围大,柔性好,精度适中,可同时用于抓件引导及装配时的间隙面差测量,减少了传统视觉方案针对不同应用需要不同类型传感器而导致的安装空间不足的问题。系统能够对多位置多自由度的偏差同时进行关联匹配,最终算出各个位置的最佳补偿量,进而引导机器人完成最佳装配。
3. 方案优点
在该方案的使用下,大幅降低调整线门盖装配工作量,提高门盖装配精度,减少返修率及后续工位调整,有效提高生产效率。机器人智能装配汽车门盖相比传统生产工艺具有以下优点。
(1)节省人力:传统装配方式采用人工+ 助力机械手辅助,每工位2 ~ 4 人,工作强度大,人力成本高。
(2) 提高自动化程度:该系统的使用可使门盖装配实现100%自动化。
(3)节省成本:每年单工位可节省人工成本20~40万元。
(4)提高生产节拍:机器人+ 视觉自动装配可大大提高调整线生产节拍。
(5)精度提高:装配合格率可保证在99%以上,返修率降至1%以下,极大提高生产合格率。
(6)信息采集:机器人+ 视觉自动装配系统会把每台白车身的装配数据都反馈至MES 系统,收集100%的产品数据,通过分析数据的波动趋势,为工艺过程监控及工艺优化提供数据支持,进而不断提高完善产品品质。
总结
随着门盖智能装配在汽车焊装自动化线体的全面应用,也更加印证了在未来的智能化和柔性化汽车制造技术领域中机器人应用的广泛前景,当然在这个过程中,我们也在不断地进行摸索及探索,以期望更加高效与智能,从而提升新产品快速导入市场,提高市场竞争力。





![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


正在获取数据......