滚齿变位调整分析及对磨齿修缘的影响
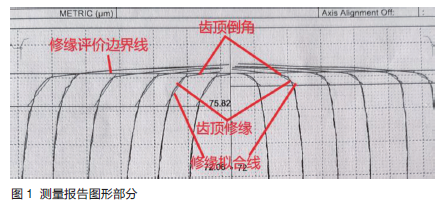
我厂使用德国某品牌磨齿机床加工DCT 变速器某齿轮,磨齿工序的齿形测量报告显示,左右齿面齿顶修缘值(fKo 值,以下简称修缘)全部超上差。根据测量报告图形部分显示(图1),我们可以明显地看到,齿顶修缘曲线平滑上升,在接近评价边界线时突然转折向水平方向倾斜,经分析该水平倾斜部分为齿顶倒角的轮廓。由于齿顶倒角的部分轮廓低于修缘评价边界线计入修缘评价范围参与修缘拟合,导致实际修缘拟合线(图中细直线)向水平方向倾斜,而测量报告所评价的修缘值正是修缘拟合线两端的水平距离,由于修缘拟合线的水平倾斜,导致修缘拟合线两端水平距离增加,最终导致修缘超差。
针对齿顶倒角轮廓计入修缘评价范围的问题,我们需要从轮廓生成工序去分析。一般来讲,出于对齿顶倒角不参与齿轮啮合,而齿顶修缘在加载工况下参与齿轮啮合的情况考虑,齿顶倒角轮廓会在滚齿工序直接加工生成,而齿顶修缘因参与齿轮啮合且精度要求高,会安排在精加工工序(例如磨齿、珩齿)加工生成。所以讨论此问题应该从滚齿工序、磨齿工序的几何对应关系出发。
由展成法加工原理可知,滚刀参数在滚齿工序加工出齿轮的齿形特征方面起决定性作用,同一把滚刀,在不考虑磨损的情况下,假设所加工出齿轮的齿厚完全相等,那么对于被加工零部件齿形上的相对位置是恒定且无法调整的,我们只有通过调整被加工零部件的齿厚来达到平行移动零部件齿形特征的目的。
事实上,在滚刀设计过程中,刀具设计师已经考虑到滚齿序和磨齿序的加工误差导致的两道工序间接生成的齿顶倒角起始圆直径出现波动的情况。例如,当出现滚齿工序零部件齿厚在公差下限,而磨齿工序零部件齿厚在公差上限的极端情况,可以简单理解为“滚齿时刀具与工件中心距在理论最小值,磨齿时刀具与工件中心距在理论最大值”。这种情况下,由于滚刀较为靠近工件,所以在工件齿形上加工出的特征点也较为靠近工件。
轴线反应到数值上,即各齿形特征直径取最小值,这当中理所当然包含工件齿顶倒角。相反,磨齿序工件取齿厚最大值,也就代表磨齿序所磨削掉的余量是最少的,那么本序对于滚齿序形成的齿形特征的修正作用也是最小的。二者相叠加,理论上就会出现磨齿后齿顶倒角起始圆直径小于设计倒角起始圆直径最小值的情况。
另外,在实际生产过程中,由于滚刀本身的制造误差、加工误差、检测误差及工件热处理变形等因素的干扰,即使没有出现上述极端情况,也会发生由于滚齿时倒角起始点直径过小导致的磨齿序在齿厚合格范围内无法修正的情况。针对这一情况,根本的解决方法在于刀具本身,但是滚刀结构复杂、制造成本高、制造周期长,所以重新制造刀具的方法从经济性和时效性等角度并非最优解。
为了充分利用现有刀具加工出合格产品,滚齿工序采用了变位调整的方法,下面介绍该方法的理论基础。
理论基础
用展成法加工齿轮时,当刀具中线与被加工齿轮的分度圆相切时,加工出来的齿轮称为标准齿轮,其分度圆上的齿厚与齿槽尺寸相等。当改变刀具与被加工齿轮的相对位置,加工出来的齿轮称为变位齿轮。
由于标准齿轮与变位齿轮是由同一把刀具加工出来的,所以模数、基圆和分度圆不变,而齿根圆和齿顶圆会变化,正变位齿轮的顶圆和根圆直径变大,负变位齿轮的顶圆、根圆直径变小。
根据变位齿轮的这一特性,对于本文开始提到的问题,可以采用正变位方法加工齿轮,齿顶倒角的直径起始点随着顶圆直径的变大同步变化。
齿轮径向特征参数变化量在数值上等于变位量,若想使齿顶倒角起始圆直径变大,只需在加工时将制齿刀具正变位远离齿轮即可,远离数值(变位量)等于齿顶倒角起始圆半径变化量。
由测量报告可以估算出若想齿顶倒角在修缘评价线以外,则倒角起始圆半径至少增加0.05 mm( 注:77.56、75.56 为直径,单位为mm),即滚刀正变位量至少0.05 mm。我们可以通过调整容易测量的齿厚参数来间接调整变位量,这里以跨棒距为例介绍齿厚参数与变位量存在的联系。
这里引进跨棒距M 一般计算公式:
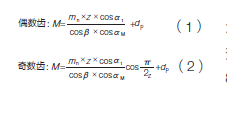
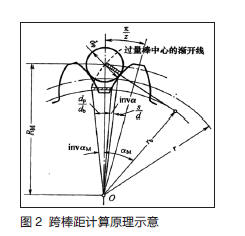
其中,M 为跨棒距;m n 为法向模数;z 为齿数;α t 为端面压力角;β 为螺旋角、α M 为量棒中心渐开线压力角;d p 为量棒直径,在公式中只有α M(量棒中心渐开线压力角)为未知数,根据图2,可以容易得出:invα M=d p/d b + s/d + invα –π/z ( 3)invα M= d p/(mn ×z ×cosα )+ 2xtanα/z+invαt-π/2z ( 4)由公式(4), 我们建立了变位系数x 与量棒中心渐开线压力角 α M 之间的关系,进而建立与跨棒距之间的关系。
应用实例
下面以本文开头提到的工件为例,计算变位调整后跨棒距变化量, 该齿轮的基本参数如下:法向模数mn =2.25 mm齿数z =29分度圆压力角α =19°分度圆螺旋角β =25°变位系数x n=0.015量棒直径d p=5 mm齿面磨削余量设为A=0.08 mm(与计算滚齿齿厚时,需将磨削余量考虑在内)根据公式4, 解超越方程, 计算出量棒中心距约为28.691 485 39 mm。
由于齿数29 为奇数齿,所以引用公式(2),计算出跨棒距为81.609 mm。
如前所述,当进一步增加正变位量0.05 mm, 即变位系数x =x n+0.05/mn=0.037。
按新变位系数重新计算M1=81.682 mm, 跨棒距变化量M1- M =81.682 mm-81.609 mm=0.073 mm
在本例中,该工件若要完成0.05 mm 的正变位量,跨棒距需提升0.073 mm。
我厂按如上分析结果,对滚齿工序进行正变位调整,应用新工艺后,从工件磨齿测量报告可以看到,图形和数值均合格,解决了齿顶倒角计入修缘评价范围的问题。该批次滚刀可继续使用,经济效益明显。
总结
在齿轮加工过程中,若出现磨齿后齿顶倒角轮廓计入齿顶修缘评价范围的情况,可以通过对滚齿加工进行正变位调整的方法解决该问题。
采用上述方法调整时,我们需要注意以下几点:
(1)由于渐开线圆柱斜齿轮中,只有平行于端面的截面中齿形为渐开线轮廓,法向截面齿形轮廓并非渐开线,所以该计算方法为行业内常用的近似计算方法,螺旋角越大,偏差越大,通常适用于螺旋角小于45°的情况。
(2)根据图纸参数计算出的结果为成品尺寸,在计算滚齿工序参数时,需将磨削余量考虑在内。
(3)在进行上述变位调整时,变位量的设定需兼顾根圆、T.I.F点等参数合格。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论