MES 在汽车行业中的应用研究
作者:焦俊鹏
文章来源:AI《汽车制造业》
发布时间:2022-02-10
本文以汽车电子零部件行业的MES为例,结合某型号汽车仪表生产线中的实例应用,介绍了该软件的功能、原理、逻辑和架构等,可以给智慧工厂、数字工厂等架构搭建提供技术参考。
MES概念是由美国先进制造研究协会(AMR)于1990年率先提出的,随后在1997年,制造执行系统协会(MESA)进一步提出了MES功能组件和集成模型,包括11个功能模块(图1)。
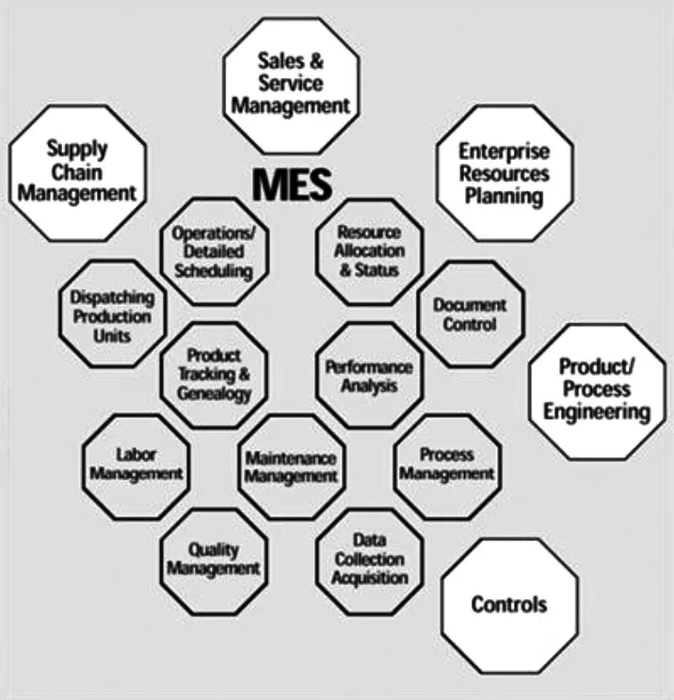
MES在制造业中应用广泛,特别是汽车行业,由于其行业质量体系IATF16949法规和零缺陷的要求,对工艺制程防错的要求非常之高。但是由于MES存在一个典型特点,那就是“定义宽泛”,如上文所述,只要具备11个功能中的任何一个非常简单的应用就可以称之为MES,同时国内企业应用MES水平参差不齐,严重影响MES技术在行业内的推广普及和技术革新。
本文选取camLine公司开发的一套MES系统,其顶层设计完善,功能强大,但是目前在国内应用较少,可以查询到的参考资料更是微乎其微。
根据笔者所从事过的整车制造、动力总成制造和汽车电子件制造等行业经验来看,生产现场应用需求最广的功能主要有工站互锁、质量追溯、过程控制、生产管理、不合格品分析和远程诊断等。本文结合该软件中的LineWorks模块,详细讲解上述功能的原理和实现方式。
工站互锁又称工站防错,是工艺路径设计时一个最基本的防错功能。在大批量生产过程中,各个工序往往结合在一起,几乎没有位置和物理区隔,这样就带来一个很大的风险——跳工站和重复过工站。跳工站,是没有正常通过某一个或某几个工站;重复过工站,是重复上了已经完成的工站,这两种情况都是严禁出现的。同时许多情况的失效,无法被后续探测手段检出,会直接逃逸到客户生产线,势必会引起强烈投诉,甚至造成安全事故。
当某个产品出现失效时,需要根据流水号信息分析该产品在通过生产线时有无异常情况发生,如停滞、返工等,从而精确锁定风险批次和准确数量。如果没有信息可以反查,将无法锁定失效发生的原因和风险批次,那么将面临着“无货可发,无件敢用”的危险境地,这将导致客户的限制发运和巨额惩罚。汽车行业广泛采用断点控制方法,那么就要求整改措施完成质量风险解除后,发送合格产品到客户端,其中间的断点就要依赖MES系统支持,否则将无法想象人工完成该项工作所要付出的资源。
在日常的生产管理中,配合员工身份信息录入计算机,将班次、批次信息与作业员身份信息绑定,可以非常准确地对终检检查人员进行追责,强化质量意识和责任感。
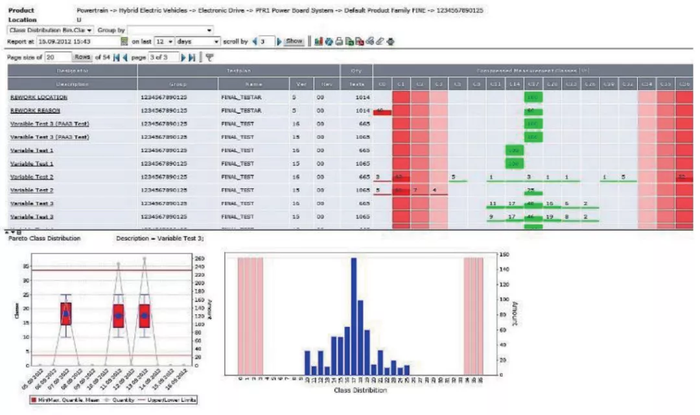
目前的汽车行业生产线设备一般配备了各种传感器用于在线测量、检测和分析,就产生了大量的实测值与公差值对比,结果合格则通过,反之则拦截。大量的数据需要记录和监测,这就对过程控制手段提出了很高的要求,实时显示、远程存储等需求应运而生。为了满足在线检测,实时反馈电子化和大数据成为大势所趋。图2所示是系统应用大数据手段进行的过程能力展示。
随着自动机器视觉检测技术(AOI)和5G通信技术的发展,自动视觉检测将替代人工视觉检测,进而大幅提高生产效率和质量表现。目前,成熟的技术应用可保存关键的合格产品的视觉检测图片和失效产品图片,失效产品图片是分析失效根本原因和跟踪验证结果的关键信息,笔者所在工厂将合格图片本地保存,失效图片上传至服务器,方便工程师远程查看。
对于测试图片的保存和检索,可以借助服务器完成。但由于图片数据存在逻辑关系强、数据量大、时效性高等特点,对数据库的要求比较高。近年来,针对工业物联网的需要,诞生了云端计算、边缘计算(介于云端和实体设备之间)、边缘管理等新技术,同时对云端、边缘计算以及二者的协同提出了新要求,限于篇幅本文不再展开。
生产管理包含的模块较多,如生产订单管理、绩效管理和报废统计。
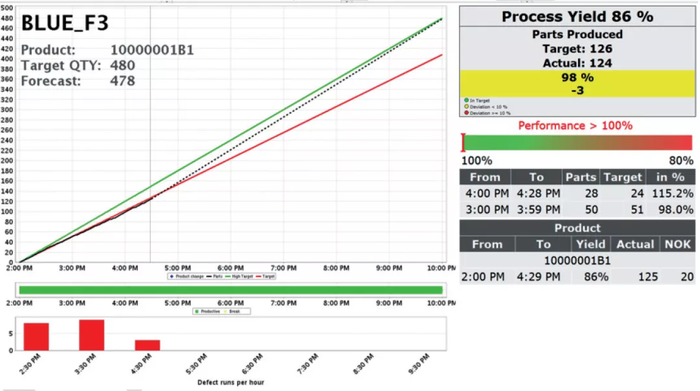
目前汽车行业常用Kanban技术,用于展示实时的产量完成情况,但也存在不少固有缺陷,如数据需要人工录入或处理,时效性差等问题。结合camLine提供的标准模块,在各个生产线现场悬挂(OPM)显示器,用于展示产出数据、人员效率和故障信息等,加强数据透明化。OPM的界面如图3所示,主要包含人员效率、预计班产量等。
同时结合AndonBoard模块,用于展示整个工厂所有生产线的运营绩效,界面主要包含OEE、FPY、Output和Downtime等信息。同时结合最新的通信工具,打造数字化工厂和智慧工厂,如手机消息推送和邮件推送,可以使问题快速升级并达到排除人为干扰的目的。
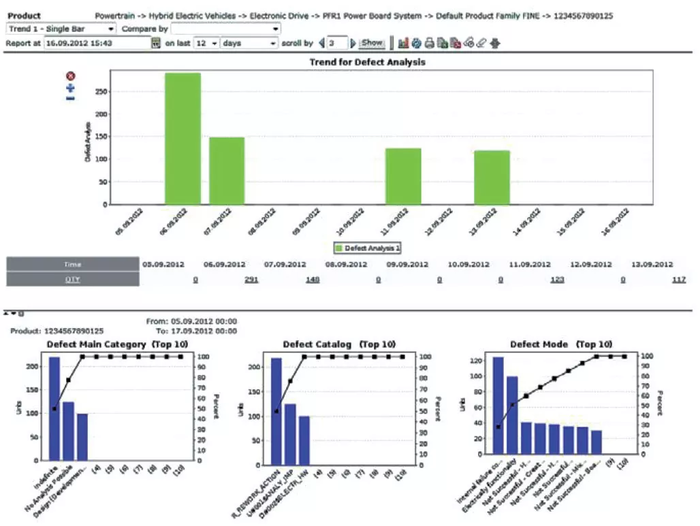
最考验运营水平高低的是不合格品分析(含可疑品)、失效品分析和报废信息统计。为了提升运营效率,一般会花费大量资源用于一次性合格率分析(FPY),借助该系统可以快速、准确地进行上述活动。同时报废产品的数量和种类,用于不合格原因的分析,最终目标是减少报废等内部损失。图4展示的是失效产品数据的分析界面。
为了提高生产线固定设备的利用率,降低制造成本,生产线往往24h运作,然而工程技术人员无法全时间段在线支持,这时配合互联网技术和Comcell软件(具备实时查看设备与服务器之间的通信内容等功能),可以实现技术人员远程访问生产线设备,结合失效图片进行初步判断,及时调整参数或设置,从而快速解除故障并恢复生产。
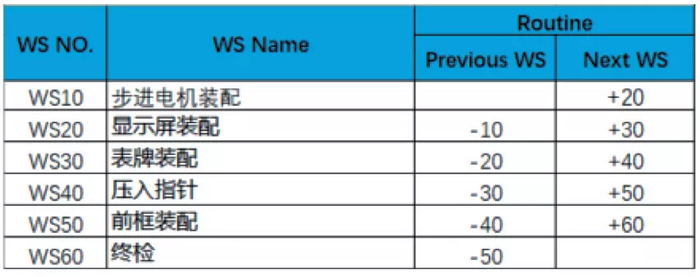
本文以如下生产线工艺流程为例展开阐述,共有6个工站(图5)。工艺过程必须按照顺序依次通过,每个工站都首先进行扫二维码读取流水号,然后与服务器通信,开展后续的作业。表格中的数据记录在SAP中,通过约定的数据传送格式发送到camLine中。
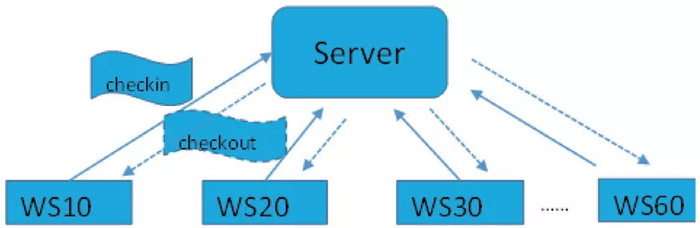
生产线所有工位设备都连入工业互联网,并分配单独的IP地址。生产线工位依靠扫码技术读取流水号后,每个产品在进入每一台设备的第一个动作都是与服务器进行通信,开始前Checkin(登记,第一个工站是申请启动生产线作业,后续工站是检查是否正常从上一个工站正常退出,如图6中实线所示);退出设备前再次通信,结束时Checkout(退出,包含result信息,如图6中虚线所示),类似于航空业中采用的“握手”通信。
如图5右侧的Routine所示,“+”代表可进入的下一个工站,“-”代表上一个工站,根据这样一套规则可以设定出产品必须经过工站的先后顺序。例如某产品流水号在Server中显示已经依次经过了WS10、WS20,在接下来某一时刻CheckinWS40,即直接进入下一个工站WS40,那么就意味着“跳工站”失效发生,Server需要发送FailResult给设备,拒绝该产品流水号启动设备生产。
设备与服务器之间的通信是实现上述功能的关键,它们之间采用TCP/IP协议,其内容主要包含生产线线体号、工位号、产品号、产品流水序列号、物料信息、公差值、工站判断结果和错误代码等。根据不同的应用场合,可以做个性化的定制。
Checkin和Checkout在同一设备,顺序自上而下共6部分(图7),特别注意的是在第4步ParameterUpload过程中,实测参数需要与testplan(包含公差值、物料信息等)中配置的公差上下限、物料信息进行对比,合格则Pass,反之则Fail。只有上一个工位是成功的CheckoutResult,在下一个工位Checkin时才能启动该工位的正常作业,否则是失败的Checkout。

camLine系统中第一个工位WS10的Checkin除了正常的通信“握手”功能外,还具有确认订单是否正常的功能,有可用且有效的order则同意设备启动,反之Server将错误代码返回设备,继而设备报错,同时在设备屏幕上显示错误提示信息。
本文以汽车行业MES之一camLine为例,详细介绍了其强大功能和实现原理。MES作为汽车行业广泛应用的技术之一,是提高大批量生产线防错水平和质量表现的重要工具,其确保了生产过程的可控和稳健,发展潜力巨大,势必成为提高整个国内制造业科技水平的重要助推器。

















获取更多评论