车灯模具开发的信息化管理研究

图1 汽车前照灯配光镜
工程信息管理系统是对工程应用相关信息进行电子化管理的系统。本文重点阐述了该信息管理系统实际应用的实效和所带来的管理上的革新,指出了该系统应用过程中的关键点及应注意的事项。
模具开发在车灯生产中占有举足轻重的地位。车灯各部件,绝大多数都由模具成型。模具部作为上海小系车灯有限公司模具开发专门部门,面对日益繁重的模具开发任务、日益缩短的交货期限制和日益严格的产品质量要求,如何稳步提升模具开发质量、降低模具开发成本、缩短模具开发周期,以提升本公司的市场竞争潜力是我们努力的重点。
除了提高模具技术开发水平外,对模具开发过程进行科学管理也是很重要的一环。基于此,模具部引进了模具生产专用工程信息软件。
产品数据管理系统(PDM,Product Data Management)是企业设计和工艺部门的基础数据平台,各种CAX(CAD/CAPP/CAE)应用,通过PDM进行集成,同时PDM也是企业设计和工艺部门的数据管理中心和流程管理中心。它是帮助工程技术及相关人员有效管理产品信息和所有与产品开发过程相关的信息的工具。它将数据库的管理能力、网络的通信能力和系统的控制能力相结合,提供产品全生命周期的信息集成化管理,并可在企业范围内为产品的开发过程建立一个并行协作的环境。
面临的问题
自从1996年上海小糸车灯有限公司开始生产车灯注塑模具以来,显著业绩的成长与经验的累积,已然拥有中国汽车灯具业先进的模具生产线、高端的机械设备、优秀的编程与现场人员。
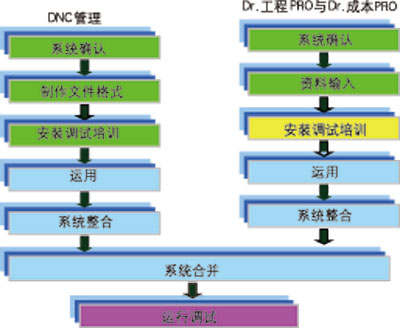
图2 模具工程信息管理系统导入
然而面对瞬息万变的市场竞争,为了使公司能够进一步追求利润的最大化,除了自我加工技术水平的不断提升外,如何在管理上下工夫,以整合模具开发系统,使效率得到最大发挥,是公司所面对的最主要矛盾。
模具部门开始进行生产管理革新的探索,希望能够通过高效的生产管理以及对模具整体制造成本的控制来减少不必要的资源浪费,以获得更大的利润空间。
PDM信息管理软件可以对模具设计与制造过程进行有效控制。基于此,从2004年开始,我们逐步引进并实施了新的模具工程信息管理系统。图1为上海小糸车灯有限公司生产的一款汽车前照灯的配光镜。
所用的软件管理系统及其实施
上海小糸车灯有限公司采用的软件系统是C.I.M.总合研究所株式会社 (日本东京)的Dr.工程PRO和Dr.成本PRO,以及Freedom株式会社 (日本东京)的DNC-NAV。其主要用户包括:日本小糸、日立制作所、东芝、三菱电机、日本轻金属、日产车体和昭和精机工业等380个公司。
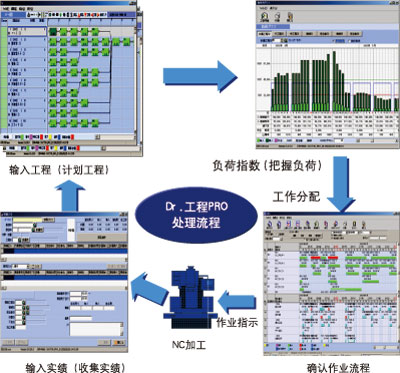
图3 Dr.工程PRO的处理流程
这套管理系统包含工程管理模块DR.工程PRO、成本管理模块DR.成本PRO和加工运转效率监控系统模块DNC。它将模具部的成本管理、工程/负荷/进度管理以及NC编程/运转效率监控体系有机地结合在一起,使模具开发效率得到最大发挥。本部门自2004年8月开始逐步导入工程管理、成本管理软件及DNC系统。经过近几年时间的运行,在技术管理的各方面都发挥了积极作用。系统导入情况如图2。
Dr.工程PRO
工程管理模块的任务是对生产的工作流进行管理。根据各个方面的实时信息,如机床负荷状况、生产实际进度等,通过和DNC等系统的结合以及对实时信息进行分析,科学地分配工作任务,达到生产效率的最大化。同时,Dr.工程PRO是一个闭环控制反馈系统,能多方收集实际生产反馈回来的信息,对设备负荷进行优化,达到提高设备利用率的目的。
1. 主要功能
它的主要功能包括工程参数信息输入、负荷指数、工作分配模拟和实绩输入4块。
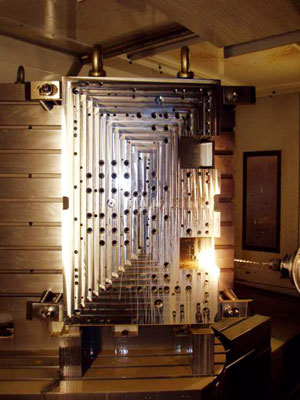
图4 汽车前照灯配光镜模具
(1)输入参数
信息包括: 出货状况、构成零件、指定加工工程等,管理模具制造所必要的情报;从PERT图的一览输入形式,到简单输入工程情报的连续输入模式,搭载了多种机能;可对应细微工程设计(可分配为多台、后段加工工程的设定等)。
(2)负荷指数
通过对输入参数信息的分析,通过人机交互方式,对设备利用状况进行合理调配;可根据公司内部的外协厂家,按照大日程、中日程、工程、机械类别等多样化的指标表现方式,让问题点能马上呈现出来。
(3)工作分配模拟
在各种复杂条件下,通过系统能够自动提供机械或作业者的最佳加工流程;依照条件的变更,可以比较检讨多种模拟的结果,从而对设计变更起到有力的指导作用。
(4)实绩输入
它是反馈控制模块,通过数据输入,更新实绩数据库如图3所示。
2. Dr.工程PRO应用情况:
目前Dr.工程PRO系统主要由技术管理科工艺计划员负责信息输入、维护与计划监控。图4、图5为一款汽车前照灯配光镜的模具。
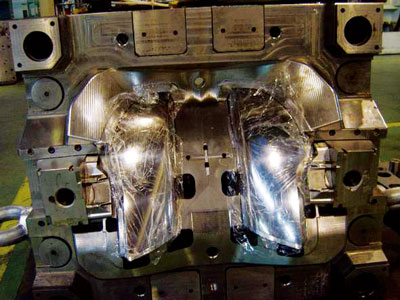
图5 汽车前照灯配光镜模具
其实际应用领域包括:
(1)机床负荷指数的监控。通过此系统,可以在技术中心二楼专门服务器上监控模具部各台加工中心的机床负荷情况,并形成柱状图。当与DNC系统连接后,机床换刀时间、模具装夹时间、机床停止时间等等参数都可以记录下来。此外,系统可以自动统计机床负荷情况。部门管理者可以依据这些来对加工中心负荷进行合理调控。这样,就使机床运转效率得以明确化,有利于领导决策,调度机床。
(2)作业流程确认。当工艺计划员输入工程计划后,系统会依据机床负荷情况,协同计划员共同制定作业流程,对设备利用状况进行合理调配,并产生日程进度表。
每天晨会,此日程计划表格都会送到CAM科、CAD科、NC班组及钳工班组相关负责人手上。模具部新模具开发日程计划都依据此进度表格进行。而各个职能单位都能依据此表格安排自己的工作任务。这对模具部来说,是一个很大的进步。因为以往的进度安排,都是手写的,信息传输与反馈没有这么便捷。各个职能单位经常凭借口头来传达计划进度,效果不佳。工艺流程比较容易控制。按照此日程,一般很少漏做东西,减少了管理上的漏洞。只要知道NC程序加工时间,再综合评估各个因素,可以估算出模具开发大日程。当出现突发情况时,可以随时动态更新作业流程,达到适时性控制的目的。
(3)当完成NC加工后,工艺员在系统帮助下,依据实际情况,输入实绩数据,并将其存入数据库中。(Dr.成本软件与此软件共用此数据,稍后将进行介绍。)
(4)系统运行近1年来,部门工作流管理走上了电子化道路,生产管理效率也大大提高,对提高模具生产产能有重要作用。
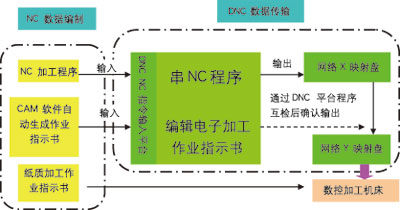
图6 Dr.成本PRO处理的流程
Dr.成本PRO与Dr.工程PRO的连接
1.系统介绍
Dr.成本PRO是对生产成本进行管理的模块。对模具开发管理而言,成本控制是很重要的一环。如何及时发现成本控制中可能的超支情况,并通过对工作流的管理,总体把握生产成本,是我们部门应用Dr.成本PRO模块的主要目的。Dr.成本PRO可确立个别采购管理,可及时发现漏洞以减少损失,可以对空余时间进行分类,并及时掌控项目进行人员的工作量。
Dr.成本PRO处理流程见图6。
Dr.成本PRO的主要机能是确认生产状况,其作用包括:
(1)以模具制造各环节所发生的各项费用为基础,用金额对比各种模具的报价、生产计划、实绩等;
(2)可掌握各种实际资料,包括从零件、工程、进货、外协统计以及各项明细等。当与Dr.工程PRO结合使用时,可以通过系统整合进而把握生产进度与成本。Dr.成本PRO与Dr.工程PRO整合过程见图7。
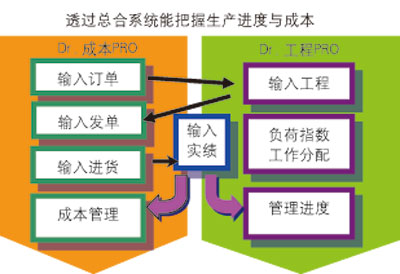
图7 Dr.工程PRO与Dr.成本PRO连接示意图
2.应用情况
Dr.成本PRO软件服务器安装在模具部车间办公室,由专人负责。部门的订单、发单、进货等各种信息通过Dr.成本PRO软件来管理。本部门相关人员针对此系统的应用和实施已接受了多次培训,以确保顺利衔接。此外,通过与Dr.工程PRO软件的衔接,成本管理软件可以共享输入实绩。
目前Dr.工程PRO与Dr.成本PRO系统应用近1年。由于此系统需要输入大量一线的原始数据,因此,原始数据输入与维护是系统运行中的最重要问题。通过分析此系统获得的数据,部门可以将实绩与人事评价结合起来,对模具制造流程进行更直观、即时的控制。订单、发单、进货等信息相比以前更加便捷,实现了和旧有计划方式的很好结合。

图8 加工机床
DNC系统
1. DNC系统与Dr.成本PRO的连接方式
DNC主要是解决模具CAM编程后的数据传送到数控机床中的衔接问题。通过DNC系统,建立电子化的加工指示书,直接传送NC数据给机床主机,加工机床见图8。不同于传统的数据传送方法,DNC可以控制所有加工机床的进度,并且利用机床加工累积系统,反馈各种加工机床的效率。如果同时与Dr.工程PRO相连,则可即时反馈加工状况给模具管理人员,这样就减少了NC加工数据传递给数控机床时,机床操作者的出错可能性,符合VDA6.4质量管理要求。DNC系统与Dr.工程PRO连接示意图如图9。
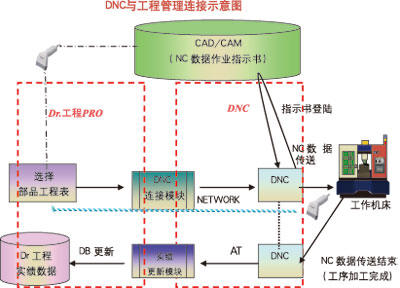
图9 DNC与Dr.工程PRO之连接
2.应用情况
DNC主要涉及模具CAM科和NC班组两个部门。通过DNC的使用,这两个部门在规范化管理上取得了很好的成绩:
(1)以前模具NC数据是直接下发到加工中心所在计算机系统。现在则是经过DNC系统,放到一个公共数据库。我们在网络上专门设置X盘与Y映射盘。NC程序编制完后,将数据发到X盘;当数据经NC编程人员互检确认后,将会自动转发到Y盘。因此,没有被检查的数据,是不能直接被车间使用的,这样就减少了NC数据出错的概率同,其具体流程见图10。
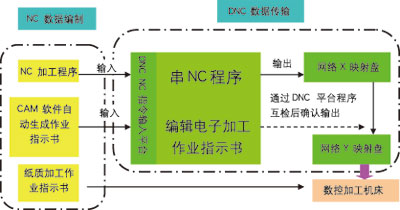
图10 DNC数据传输流程
(2)对车间NC加工人员来说,以前手工串程序,要对原数据直接进行更改,容易出错。模具部以前曾发生过更改NC数据出错情况。现在自动串程序,既加快了串程序时间,也减少了出错误概率。同时,自动串程序,使NC操作更容易上手,加快了NC人员培养。
(3)NC数据通过DNC直接控制机床操作,避免了数据和刀号出错的可能性。
(4)标准化管理。当CAM科编写了NC程序,并下发加工指示书后,NC操作人员不能再随便更改机床参数设置,这就保证了加工产品质量的稳定性(我们部门采用的都是MAKINO数控加工中心),同时也可以确保加工时间。
(5)DNC有利于CAM编程与NC加工标准化参数的实施与推广,并形成体系。自DNC系统实施后,标准化工作进行得相当好。例如:动模、定模、型芯和抽芯等的数控编程规范、刀具尺寸标准、与数控机床操作工相关的操作规程等,都更新了数次,内容也逐步完善、逐步细化。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论