高功率脉冲磁控溅射技术
HIPIMS+技术可以生产出非常光滑、致密且无缺陷的涂层。该技术能调节残余应力从而得到更高的硬度,同时沉积速率与电弧离子镀技术相当。这一结果使得这项在精密工具领域非常先进的技术具备了产业化生产的价值。
高功率脉冲磁控溅射技术(HIPIMS)发展的初期即被确认为生产PVD硬质涂层的第三种方法(电弧离子镀和磁控溅射为前两种方法)。HIPIMS技术的优点是将电弧离子镀的高离化能量(获得良好的涂层结合力和致密性)与磁控溅射的优点(涂层非常光滑)相结合。豪泽技术涂层公司(以下简称豪泽)发展的HIPIMS+技术通过提高溅射过程的离子能量而获得更致密无缺陷的涂层,主要优点是沉积速度快,足以应用于产业化的涂层生产。此外,还能更好地控制离子与中性粒子的比例。表中所列规格参数即为本文介绍的采用HIPIMS+技术沉积的测试涂层的工艺参数。
具备专利的不间断稳压电源
HIPIMS和HIPIMS+技术均在标准偏压电源中增加了附加的带有电弧保护的不间断恒压(CV)电源(豪泽专利技术)。当脉冲大电流到达工件时,CV电源可以在大电流冲击时保护偏压电源。偏压电源输出电压某种程度上意味着在工件表面生成薄膜涂层的离子能量,因此控制偏压电压的能力具有非常重要的意义。因为CV电源会导致工件受到电弧的损伤,所以电弧探测和抑弧装置成为工件和CV电源间的必备装置。
非常光滑的涂层
HIPIMS+技术从诞生伊始即可保证生成粗糙度很低的涂层。本文所列举的测试涂层是TiAlN(50:50)。首先用电弧离子镀技术制成一个TiAlN涂层样品,再用HIPIMS+技术制成另一个TiAlN涂层样品,比较两种涂层即可发现:HIPIMS+技术沉积的涂层可以获得一个细粒结构,至少比用电弧离子镀技术沉积的涂层光滑10倍以上。

高硬度、可调节的应力
HIPIMS+技术生产的涂层不仅仅是提升了涂层的光滑特征。用电弧离子镀技术为工具做涂层时涂层可达到的硬度受到了限制,因为在硬度上升的同时会造成涂层内太多的残余应力。采用HIPIMS+技术可以实现调节残余应力同时保持高硬度。
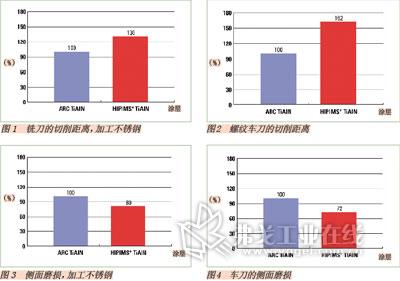
更长的切削距离,更少的侧面磨损
采用HIPIMS+技术生产的涂层已在欧洲和亚洲进行了测试,测试结果表明,在多种不同的工具上应用HIPIMS+都能获得很好的性能。在图1中,对铣刀片进行了测试,以电弧离子镀技术沉积TiAlN涂层的铣刀片为基准与采用HIPIMS+技术沉积TiAlN的铣刀片进行对比,采用HIPIMS+技术可将铣刀片的铣削距离提高30%。图2是应用在螺纹车刀片上的测试结果,采用HIPIMS+技术沉积TiAlN的螺纹车刀片与作为基准的电弧离子镀技术沉积的多层膜螺纹车刀片对比,车刀切削距离平均增加62%。图3是应用HIPIMS+技术的TiAlN铣刀与电弧离子镀的TiAlN的铣刀在铣削长度达到500m时的侧面磨损对比,HIPIMS+的侧面磨损低20%。在图4中,车刀片在车削距离达到1500m时的侧面磨损,HIPIMS+可降低28%。
高沉积速率
为提高HIPIMS+技术的沉积速率,豪泽做了很多的改进:HIPIMS+技术的沉积速率完全可以与正常的电弧离子镀技术的沉积速率相当,但比非平衡磁控溅射(UBM)的速率高出很多。
结语
HIPIMS+技术在工业领域相对而言是一项新技术,可以为精密工具工业的水平提升提供很大帮助。本文所述的近几个月的测试结果和分析表明:HIPIMS+技术沉积的TiAlN涂层(50:50)粗糙度至少比电弧离子镀技术沉积的涂层好10倍以上;HIPIMS+技术沉积的涂层残余应力可调、硬度更高。因此HIPIMS+技术沉积的涂层应用在刀具上可使刀具获得更长的切削距离和更少的侧面磨损。此外更重要的一点是HIPIMS+技术的沉积速率可以与电弧离子镀的高水平相当,使得这一技术具备了产业化生产的应用前提。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论