差速器壳体球面加工的工艺设计
轿车差速器壳体是一种典型的难加工零件,尤其是保证球心相关空间位置尺寸方面的加工难度更大。打破传统的专机生产模式,采用高效、高精密且高柔性化的车削中心,专用夹具,以及合理的程序设计等方法,可有效解决这一难题。
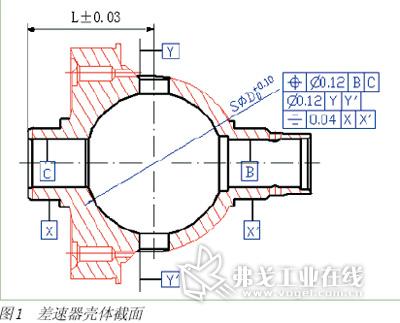
轿车差速器是驱动桥的主要部件,主要作用之一是通过行星齿轮和半轴齿轮的差速运动实现两车轮差速转动,因此差速器壳体球面的相关尺寸非常重要。球面加工主要保证球心相对半轴孔、轴承颈和行星轴孔之间的空间位置尺寸及球径要求(见图1),但受差速器壳体球面入口的限制,以及球心与重心不重合的特殊结构特点等因素影响,球面加工存在一定的困难。下面主要结合神龙公司襄樊工厂差速器壳体球面加工的实际生产状况,对形成球面的原理、夹具设计、刀具结构设计、NC系统选择及球心位置尺寸调整方法进行阐述。
加工工艺的设计方案
1. 工艺方案一
设备采用多工位专用数控组合机床,人工上下料,专用夹具不动,采用伺服电机驱动专用刀具完成球面加工,加工原理为两对称1/4圆周绕轴线旋转形成球面。
(1)装夹方法设计。夹具采用两个V型支架及轴向定位块完成定位,通过压板压紧工件保证工件与轴向定位块贴合,采用V型块及右夹爪进行最终夹紧(见图2)。
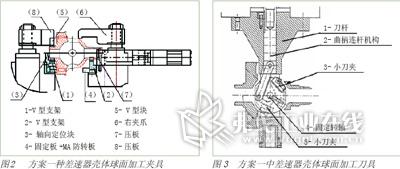
(2)刀具的设计。球面加工刀具核心部件采用曲柄连杆机构,伺服电机控制完成加工。加工时通过伺服电机控制主轴旋转、分度及上下运动完成主轴刀杆定位,当主轴刀杆上的旋转点下降到理论球心位置后,再通过机床伺服电机推动刀具曲柄连杆机构上下运动来控制小刀夹进给轨迹,完成球面加工(见图3)。这种方法可通过更换不同小刀夹实现多品种生产,在加工中会出现接刀痕,适合球面粗加工。此种刀具结构复杂,机构部件磨损后对球面加工质量影响较大,原因查找相对复杂,同时,刀体备件采购费用较高。
2. 工艺方案二
设备采用多工位专用数控组合机床,人工上下料,专用夹具不动,采用伺服电机驱动专用刀具完成球面加工,加工原理为1/2圆周绕轴线旋转形成球面。
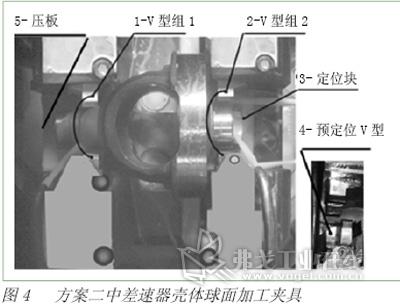
(1)装夹方法设计。夹具底部采用两个预定位V型进行预定位,通过端面压板压紧工件,保证工件与轴向定位块贴合完成轴向定位,采用两对V型组完成最终定位及夹紧,此时工件离开两个预定位V型(见图4)。受国内坐标磨床的技术功能限制,在保证两对V型组轴线与球心之间空间位置关系及调整用校准件的设计制造方面难度较大,导致投资维护费用相对较高,但夹具调好后,定位夹紧可靠、稳定性高。该夹具设计精巧,各部件高度集中分布,在机床中能很好地布置。
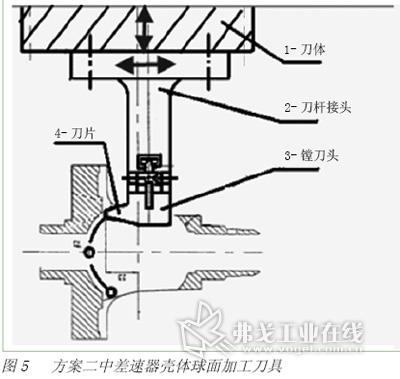
(2)刀具的设计。球面加工刀具刀体部分采用了斜齿配合结构,通过伺服电机控制刀体旋转和上下运动,进行径向插补,完成球心加工,可以通过更换镗刀头匹配不同品种差壳(见图5),适合球面粗、精加工。由于刀具刀体设计相对复杂,且斜齿配合结构精度高,加工难度非常大,致使刀体备件采购费用很高。长期使用会产生因斜齿配合结构磨损而带来的间隙,或在刀体维修保养中,斜齿配合结构装配错位,从而直接影响球面加工质量,而原因查找较为困难。
3. 工艺方案三
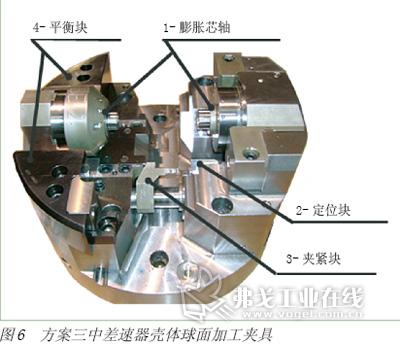
设备采用德国HESSAPP车削中心,上料托架送料,刀塔上的机械手夹持工件,装夹到夹具上,机床电主轴定位,并驱动专用夹具高速转动,采用普通镗刀进行数控插补完成球面加工。加工原理为1/2圆周绕轴线旋转形成球面,加工完毕后,下料机械手夹持工件到下料托架,完成下料。
(1)装夹方法设计。夹具采用两个胀紧芯轴及轴向定位块完成定位,通过胀套及夹紧块完成夹紧(见图6)。该方案采用机床主轴带动夹具旋转,由于差壳重心与球心不重合,在机床主轴高速旋转时会产生很大的离心力,致使夹具、机床主轴,乃至机床本体等加工刚性系统发生振动。所以不同差壳必须匹配相应的平衡块,消除离心力,同时在软件程序中增加主轴过载报警和夹具夹紧状态控制报警功能,减小由此而影响加工质量或产生安全事故的风险。
(2)刀具的设计。球面加工主要通过数控插补完成,刀具设计相对简单,直接选用两把普通镗刀即可实现球面粗、精加工(见图7)。
程序的设计
1. NUM数控系统的应用
球面加工工艺方案一和方案二均采用NUM系统编制,NUM1060软件结构主要包含NC程序、PLC程序、机床参数(machine parameter)、外部参数(external parameter,简称E参数)、L变量及自定义变量等。
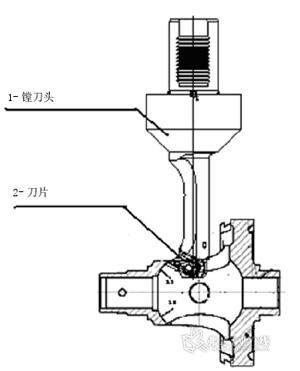
图7 方案三中差速器壳体球面加工刀具
NUM1060提供非常丰富的数控编程指令,除常用的ISO编程G指令和M功能外,还有中心钻孔、镗孔、腔体加工、表面和样条曲线加工等数十种加工循环指令;有紧急回退、轴组同步、主轴速度分级、主轴定位及动态操作者(dynamic operator)等功能指令。
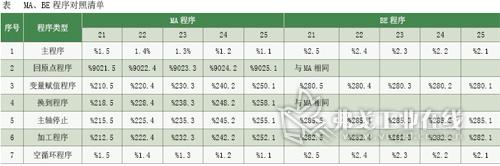
NC程序主要包含回原点程序、主程序、换刀程序、变量赋值程序、刀塔和刀具检测程序、加工程序以及空循环程序。由于实际生产中NUM系统中NC程序多达几十个,修改NC程序参数时,查找程序号时间长,有时还存在误改的风险。整理所有NC程序,并制作程序清单(见表),可方便地指导工艺人员进行程序修改,同时避免出现修改错误的风险。NC程序可以在自动、手动、步进、MDI、TEST及DRYRUN等方式下运行。
PLC编程方面,NUM1060可以单独使用汇编或梯形图语言,或两者混用,还支持C语言编程。其PLC程序主要有周期性程序、背景程序和中断程序三种。PLC可以用UNI-TE协议读取,通过交换区变量与NC交换信息,解决通过交换区无法取得信息的难题。NUM1060参数变量中,主要有机床参数、运算赋值变量、自定义变量及E参数等。下面重点阐述一下E参数。
E参数即外部参数,即从E10000到E99999,其为CNC的映像集。E参数大致有三种:第一种是反映CNC系统特征状态的机床参数;第二种反映CNC的各种实时状态,如对应各轴的速度、位置值,刀具参数值,参考点状态以及伺服状态等。通过在NC程序中对这些E参数的读写,可以方便地完成诸如自动对刀、刀具补偿及轴回零等功能;第三种E参数用于NC与PLC程序的信息交换,它们由NC或 PLC编写。
NUM1060系统中刀具补偿功能为尺寸精度调整提供了很多方便。刀具补偿有三种方式:
第一种是操作人员直接从数控面板进入刀具(TOOL)页,手工输入补偿数值,此法适用于人工离线测量。第二种是在NC程序中修改对应于刀具补偿的E参数的值,该法适合利用灵敏探头自动对刀、在线测量(利用装在数控轴上的测量探头进行测量,将自动计算的差值补入),或已知磨损规律的定频次定量补刀等,例如球心加工时,可通过程序%250.1中N10 E62001= -247420~-247500,在此范围内修改补偿值,满足加工要求。第三种是PLC动态刀补指令,它能指定任意刀具号在某方向的任意补偿量,特别适合于结合下一工位自动量仪进行尺寸控制。量仪一旦发现工件尺寸进入补偿区,即向PLC发出一个正向补刀或负向补刀信号,于是PLC激活一次动态刀补,在刀补参数中补偿一个相应的值。要注意的是,这里是事后补偿,即补偿量在下一工件得到体现。
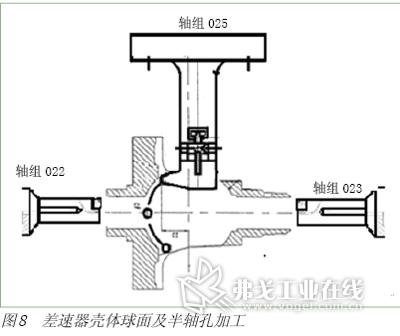
NUM1060可以配置8个轴组,每组9根轴,在增加产品时,可进行NUM1060数控系统再开发,为扩展刀组提供了条件。各轴组同时独立运行,实行组内联动,组间协调。差壳球面加工就是组间协调的典型实例(见图8)。轴组025从上方进入镗削内球面,轴组022、023镗削左右半轴孔,三个轴组同时启动加工。如果同时进入会产生刀具干涉,所以在各轴组间设立协调标志:当轴组025进入加工时,设立标志符,通知轴组022、023在外面等待,直到轴组025加工完退出,标志符取消,轴组022、023才进入加工。这种协调关系也可以用NC与PLC交换区变量实现,但在NC程序中设立标志的方法更简单明了,可读性强。
总之,在NC编程、PLC编程、参数变量、尺寸精度控制及多轴组配置等方面,NUM数控系统自身具有很多优越的特性,模块化、多轴组 CNC NUM 1060数控系统在襄樊工厂差壳球心加工中被很好地采用。
2. SINUMERIK 840D数控系统的应用
SINUMERIK 840D是西门子公司20世纪90年代推出的全数字化高度开放式数控系统。 它保持了西门子前两代系统SINUMERIK 880和840C的三CPU结构:人机通信 CPU(MMC-CPU)、数字控制 CPU(NC-CPU)和可编程逻辑控制器CPU(PLC-CPU)。三部分在功能上既相互分工,又互为支持。 采用人机界面,更易操作和掌握,软件内容更加丰富。在物理结构上,NC-CPU和PLC-CPU合为一体,合成在NCU(Numerical Control Unit)中,但在逻辑功能上相互独立。它具有高度模块化及规范化的结构,便于编程、操作和监控。SINUMERIK 840D 系统的计算机化、驱动的模块化和驱动接口的数字化代表着当今数控技术的发展方向。
SINUMERIK 840D系统具有直线、圆弧、多项式及螺旋线等多种插补方式,零件编程更容易,且具有功能强大的仿真器。方案三球面加工的NC程序采用SINUMERIK 840D系统编制,主要通过NC程序进行圆弧插补,完成球面加工。
球心位置尺寸的调整方法
球心位置尺寸是三维空间尺寸,方案一与方案二零件装夹及加工方法类似,与机床的对应关系及空间坐标系定义如图9所示,球心的上下方向为X轴,行星轴孔的轴线方向为Y轴,轴承颈轴线方向为Z轴,箭头所指方向为正方向。球心位置尺寸的调整方法主要包括:
1. 球心上下位置的调整:X轴坐标值是控制球心相对轴承颈轴线上下位置的关键参数,控制其上下位置度,通过更改程序来实现。
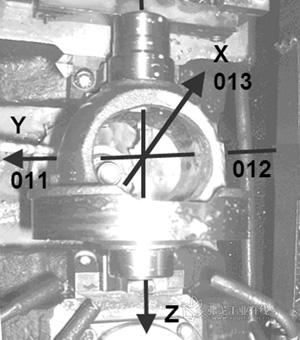
图9 球心位置三维坐标
MA差壳的调整实例:调整013的数控程序%210.3来调整球心上下对称度。当球心上下对称度为+0.03或-0.03时,将%210.3中的“N80 L11=+0.05”调整为“N80 L11=+0.05(+或–0.03)”,则球心上下对称度理论上为0。
2. 球心左右位置的调整:Y轴坐标值是控制球心相对于轴承颈轴线左右位置的关键参数。当移动013工位的动力头位置或更换V型定位块时,球心的左右位置会出现超差,此时可先固定V型定位块,调整013工位动力头的位置。
3. 球心前后位置的调整:球心Z轴的坐标值是控制球心到定位端面位置尺寸的关键因素。当球心前后位置度超差时,可调整夹具的端面定位块或011/012工位动力头来实现。
球心的前后位置超差时,行星轴孔相对于端面的尺寸会出现以下情况:
(1)超差且方向与球心一致时,可调整端面定位块后面的调整垫片;
(2)超差且方向与球心相反时,先调整端面定位块后面的调整垫片使球心的位置在中间值,当垫片无法减少时,可选择调整013工位动力头的前后方向或磨调整垫,再调整011/012工位的动力头位置。
总之,球心位置是三维空间尺寸,除球心的上下位置可直接调整程序外,其前后、左右位置的调整必须先分析相关数据,再确定最简单的调整方案。实际生产中,调整后需跟踪数据,根据结果稍作改动即可。
方案三主要通过数控圆弧插补完成球面加工,根据球面加工特点,主要通过调整程序坐标来保证球心位置尺寸。
结语
由于差速器壳体特殊的结构特点及要求严格的尺寸精度等因素影响,内球面加工具有一定难度,本文提到的方案一与方案二均采用传统的专机、专用夹具及刀具,NUM 1060数控系统完成球面加工生产模式。方案三打破传统的专机生产模式,采用了高效、高精密且高柔性化的车削中心、专用夹具和普通镗刀,以及SINUMERIK 840D系统完成球面加工。
文中阐述的三种球面加工方案的形成球面原理、夹具设计、刀具结构设计、NC系统选择及球心位置尺寸调整方法等,在工厂大批量实际生产中均得到验证,其工艺设计合理,产品质量加工稳定可靠,并满足柔性化生产要求,技术均处于国内同行业领先水平。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论