差速器十字轴成形工艺研究与应用
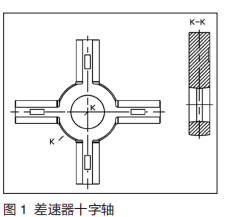
如图 1 所示 汽车差速器内的 十字轴,是传动 轴万向节的关键 零部件,用于传 递转矩和运动。 差速器十字轴的 4 个轴颈普遍较 长,这一结构的特殊性,导致了其在现有成型模具 及工艺状态下材料利用率低(经对现有生产大批量 差速器十字轴的统计,材料利用率普遍在 73%~ 80%之间),因轴颈端部充不满而引起的缺肉等外 观缺陷废品率高(据统计平均废品率约为 2.75%)。
差速器十字轴现有成形工艺及缺点
差速器十字轴产品现有的典型成形工艺主要包 括四个工步,由镦粗、卡压及预锻等 3 个初成形工 步和最后的精锻成形工步组成。根据现有差速器十 字轴产品的废品损失情况,结合订单批量,我们选 择了 3278-W-335N-M 差速器十字轴为研究对象, 结合 DEFORM 模拟,对其现有成形工艺状态分析 如图 2 所示。
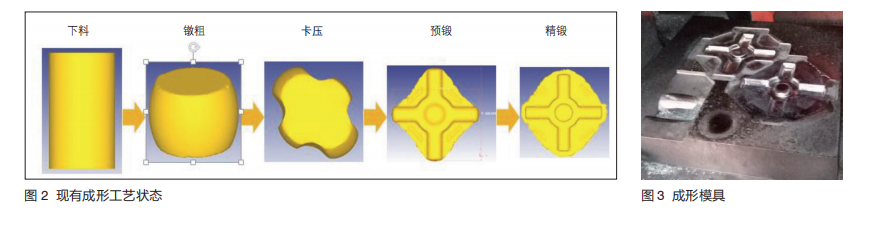
(1)下料规格 φ75 mm×130 mm,下料质量 4.5 kg,锻件质量 3.59 kg,其材料利用率为 79.8% ;
(2)镦粗工位,在模具分模面上自由镦粗,主 要依靠工人经验控制,镦粗高度随意性大;
(3)卡压工位,卡压的厚度依靠工人经验控制;
(4)预锻工位后,预锻X 向长度 218 mm,Y 向长度 230 mm,两个轴向长度不一致,差异大, 相差 12 mm。
由于以上镦粗高度尺寸与卡压厚度尺寸的波动 性,导致卡压、预锻后 4 个轴部的突出长度不一致, 最终精锻后,极易出现轴颈端部填充不满缺肉等外 观缺陷。虽然后续轴颈端面需通过车削加工,但部 分轴颈端部由于缺肉严重,仍有毛坯面遗留,导致 产品报废。为了降低差速器十字轴轴颈端部缺肉报 废率,往往会通过增加材料耗用,导致材料整体利 用率低。
同时,该系列产品在电液锤上加工,现有的成 型模具(图 3),采用传统的导销定位,由于受振 动影响出现松动,导致上下模偏移而引起产品错移 超差,据统计平均废品率达 0.85%。
为了彻底解决差速器十字轴锻件的这些缺陷, 尽可能地降低废品率,提高材料利用率,我们在现 有成形工艺的基础上,对差速器十字轴的成形工艺及预锻模具进行了创新性设计研 究,开发出了“差速器十字轴流 动控制成形新工艺”。
新研发的差速器十字轴成形工艺
1. 最新研发的预锻模具结构及优点
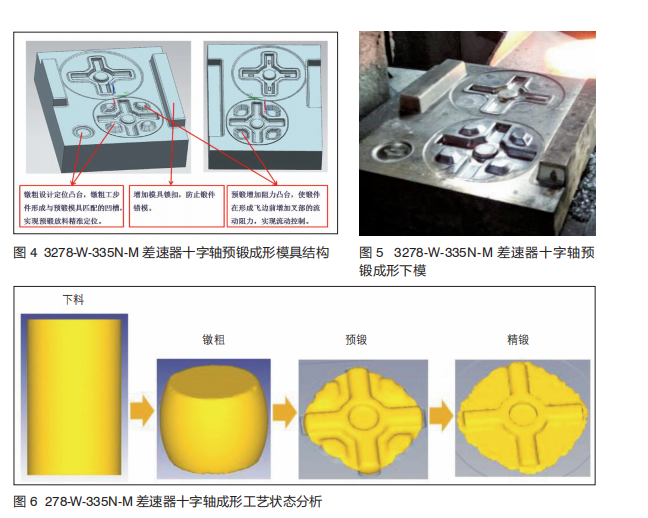
最新研发的 3278-W-335N-M 差速器十字轴预锻成形模具结构 如图 4 所示。 3278-W-335N-M 差速器十 字轴预锻成形模具,与现有成形 模具相比,具有以下优点:
(1)预锻下模,设计了镦粗 定位凸台,确保镦粗工步件形成 与预锻模具匹配的凹槽,实现了 预锻放料的精准定位。
(2)预锻下模,增加了 4 个 对称的阻尼凸台,这种模具结构, 使差速器十字轴轴颈方向材料流 动阻力最小,易于轴颈端部成形; 同时,使锻件在形成飞边前增加 叉部的流动阻力,实现流动控制。 4 个对称的阻尼凸台,使差速器 十字轴 4 个轴端流动速率一致, 保证了预锻后差速器十字轴X 向 长度与Y 向长度的一致性。
(3)预锻上、下模增加了 大锁扣设计,锁扣斜度 5°,有 效锁合距离 58 mm,锁扣间隙 0.2 mm。上下模通过锁扣进行 导向,确保在锻打闭模时自动 锁进。上下模具导向合模,锻 件错移度可由原来的 0.7 mm ~ 1.0 mm 提高到 0.4 mm 以 内, 可大幅度提高锻件精度,减少锻 件错模,消除了由于锻件错模超 差产生的质量损失。 3278-W-335N-M 差速器十字 轴预锻成形下模实物如图 5 所示。
2. 新研发的成形工艺流程
3278-W-335N-M 差速器十 字轴成形工艺主要包括三个步骤, 由镦粗及预锻等两个初成形工艺 步骤和最后的精锻成形工艺步骤 组成。结合 Deform 3d 模拟,对 3278-W-335N-M 差速器十字轴 成形工艺状态分析如图 6 所示。
(1)下料规格 φ75 mm ×124 mm,下料质量 4.3 kg, 锻件重量 3.59 kg,其材料利用 率为 83.5% ;
(2)取消了卡压工位,消除 了人为因素引起的变差;
(3)设计开发了能实现 流动控制的预锻成形模具,经 过 工 艺 试 验, 预 锻 后 X 向 长 度 215.32 mm,Y 向长度 215.39 mm,X 向和Y 向长度相 差< 0.1 mm,消除了预锻后X 向及Y 向长度差异大的情况,确 保精锻后差速器十字轴四个轴颈 长度的一致性,提高了材料利用 率,同时,提高了产品精度,减 小了锻件错模,消除了因错模导 致的报废。
结论
通过对 3278-W-335N-M 差 速器十字轴预成形模具的设计开 发及成形工艺研究,使每个差 速器十字轴的下料质量节省了 200 g,材料利用率由原来 79.8% 提高到了 83.5%。差速器十字轴 成形工艺由原来的四工步减少到 三工艺步骤,生产效率提高了约 20%。消除了轴颈端部因缺肉严 重导致的产品报废,减小了产品 错模,废品率降低了约 50%。
此差速器十字轴成形工艺及 预成形模具的设计技术,已全面 推广应用到所有差速器十字轴产 品上,现正在逐步向三叉轴产品 推广,产品质量提升明显,经济 效益显著。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论