提高磨削圆度质量
汽车纵置变速器中,输入轴通过内孔与输出轴串接是设计上比较常用的结构形式。在加工输入轴的过程中,焊接及热处理加工使其基准产生了变形。如何克服基准变形对以后工序加工质量的影响,是工艺人员必须解决的一个问题。
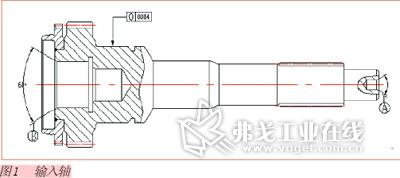
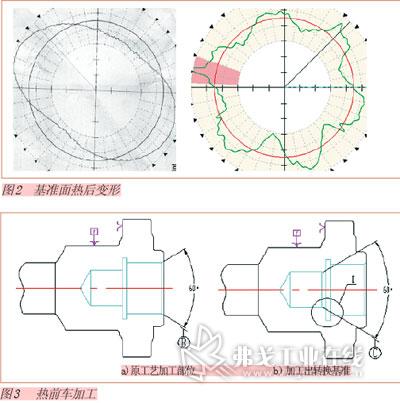
输入轴如图1所示,在机加工过程中,用中心孔(A)和另一端的60°锥面基准(B)作为加工基准是普遍采用的机加工定位方式。由于此类齿轮轴的特殊结构:一端是大孔端面的60°内锥面作为加工的定位基准,热处理前的滚齿加工、滚轧花键及剃齿加工等工序用基准(A)、(B)定位加工都没有问题;但是,经过焊接特别是热处理之后,输入轴的60°锥面基准(B)会产生不同程度的不规则变形,用圆度仪对60°锥面基准(B)进行检测,此基准面热后变形的形状有近似的椭圆形和多边形等,如图2所示。基准(B)的变形给热处理之后用它定位的磨削加工带来了很大的麻烦,磨削部位离基准(B)越近,对其磨削圆度质量影响就越大。为此我们在加工工艺上做了一些探讨,尝试了几种加工方法,经过批量生产的验证,这几种方法对此类工件磨削圆度质量的提高有明显效果。
基准转换
热处理前的车加工工序,在一次装夹中车成60°内锥基准(B)的同时也加工出热处理后磨加工所用的转换基准(C),图3是热前车加工的示意图,图3a为原工艺加工部位示意图,图3b为加工出转换基准(C)的示意图。基准(C)与(B)相比,因其几何尺寸小,壁又厚且远离焊接部位,所以变形相对小。
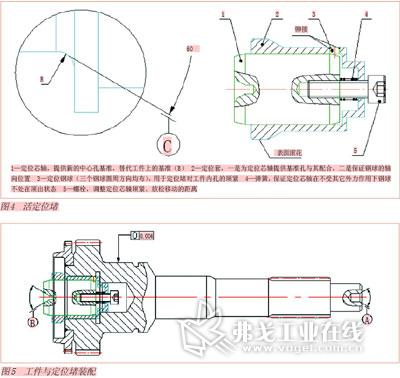
为了进一步减小因变形对基准(C) 的影响,将基准(C)的锥面加工成圆弧形状,提高基准(C)与顶尖的接触精度。
活定位堵
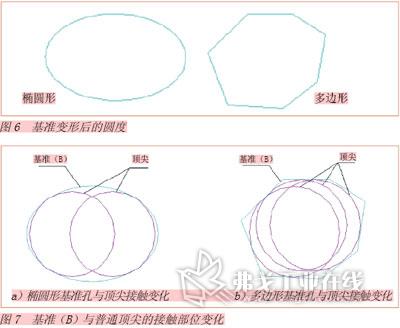
定位基准(B)在焊接及热处理后因为产生变形而失去定位精度,用定位精度高、使用方便的工装取代定位基准(B)是解决此问题的另一个思路,为此经过反复修改验证,设计并制作出了活定位堵,如图4所示。
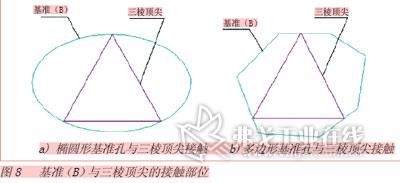
图5为工件与活定位堵装配图,定位套的外径与工件内孔为间隙配合,在保证能方便地装卸定位堵的情况下其间隙越小越好。同样,定位套的内孔与定位芯轴外径的配合在确保弹簧能推动的前提下间隙越小越好。定位套的内孔与其基准(B)及定位芯轴的外径与其中心孔的同轴度精度越高越好。定位钢球距基准(B)越远、定位芯轴中心孔端距基准(B)越近其定位精度越高。
三棱形定位顶尖
上述两种加工方法均是采用死床头机床(床头顶尖不可以转动)加工的,下面介绍一种采用活床头机床(床头顶尖可以和被加工工件一起转动)的加工方法。

从图1我们知道,基准(B)在焊接及热处理后变形的形状有近似的椭圆形和多边形等,图6所示为基准(B)变形后的圆度示意图,分析工件变形后的基准(B)对磨加工圆度质量的影响,其主要原因是普通顶尖顶入基准(B)后,在磨削加工过程中工件受到来自砂轮回转的径向作用力,在此力作用下,基准(B)与普通顶尖的接触部位会发生相对变化,如图7所示,因此基准(B)的圆度误差就会近似地复现在被加工的部位上。由此看来,确保在磨削加工过程中,顶尖与工件基准(B)的接触位置不发生相对变化就成了问题的关键。根据三角形的稳定性,理论上讲不管基准(B)变成什么形状,其与等边三角形接触部位也不会发生相对变化,如图8所示。为此,我们设计、制作了60°三棱形顶尖,如图9所示,把顶尖装在活床头上,加工时此顶尖顶入工件基准(B),活床头带动顶尖及工件一起转动,顶尖的三个棱顶在基准(B)内锥面的三个点上,在粗、精磨过程中二者接触始终很稳定没有发生相对变化,从而得到更高的磨削加工圆度质量。
结语
当前,国内汽车行业的竞争越来越激烈,消费者也越来越重视汽车的品质,这就要求我们必须采用先进的设备和先进适用的工艺技术来保证产品的质量,进而保证消费者的利益,这样我们的产品才能立足。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论