凸缘轴的高精、高效加工
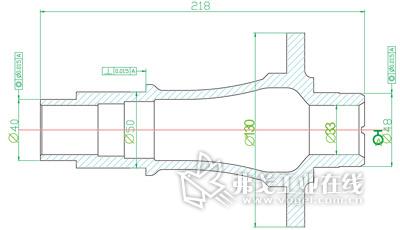
图1 凸缘轴零部件
凸缘轴是汽车典型零部件之一。该零件安装于汽车变速器上,用于变速器、分动箱与前左右驱动轴之间的连接,其加工难点在于中间内孔公共轴线与两端外圆的同轴度。本文以实例介绍了一种经济的方式实现该零件的高精、高效加工。
工艺分析
高质量的产品必须有严格的加工工艺和过程来保证,凸缘轴(见图1)是汽车典型零部件之一,在加工时,保证其中间内孔公共轴线与两端外圆的同轴度至关重要,下面将介绍如何实现该零部件的高效率、高质量加工。

图2 第一工序中的毛坯装卡
由图1可见凸缘轴两头外圆和中间孔有较高的同轴和垂直度较高的要求,而中间孔和两侧外圆无法在同一工序中完成加工,在小批量生产中,两头分序加工通过打表调整,精修卡爪等方式也可能做出一定量(例如10件加工件里有8件合格),但在大批量生产中该种生产方式就不太适合了。于是考虑将中间孔的加工基准一次完成,然后再以该基准作为定位基准加工对中间孔有精度要求的外圆;又由于两头中间孔距离较远,加工内孔时易产生振纹,故我们采用在同一工序中加工出两头的孔倒角,以该两侧孔倒角作为外圆加工的基准。至此,我们的工艺路线为:
1.OP10:卡持大外圆加工小头端端面及内孔,设备为卧式车床。
2.OP20:后拉式卡盘卡持大外圆,Z向以其端面定位,加工大头端面、外圆及两头孔口倒角,设备为卧式车床。
3.OP30:OP30-1以大外圆及其端面定位压紧,加工端面槽、凸缘孔及其孔口倒角。(设备:立式加工中心)
OP30-2以大外圆及其端面凸缘孔定位,角向以凸缘孔定位压紧,加工凸缘孔反面倒角,设备为立式加工中心。
4.OP40:以两头孔口倒角定心,精加工外圆,设备为卧式车床。
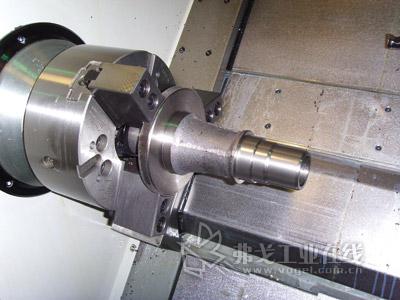
图3 第一工序加工完成
第一工序
第一工序应用设备机型为DMG公司的CTX310V1卧式车床,加工内容为小头端外圆及内孔,毛坯装卡如图2所示,工序完成状态如图3所示。
1.该工序中,在加工工件悬臂较长,在切削时切削力较大,故需要用强力卡盘和卡爪开齿。同时,在切端面及内孔时转速进给要适中,不宜过高。
2.在车完端面及内孔后,尾座顶尖前行顶住工件之后,再车削外圆及其台阶面。
3.内孔刀选择φ25mm的刀杆,同时在不干涉的情况下尽可能锯短刀杆,以减少振动。

图4 第二工序中的毛坯装卡
第二工序
第二工序设备机型为DMG公司CTX310V1卧式车床,加工内容为短端外圆、内孔及长端的内孔和倒角精加工,毛坯装卡如图4所示,工序完成状态如图5所示。
1.该工序是后序精加工的关键工序,后序精加工定位用的两端孔口倒角在该工序一次装卡完成加工。

图5 第二工序加工完成
该序有两个加工难点:
(1)装卡部分(卡盘内侧)的悬长较长,在加工小头端的孔口倒角时易振刀。故在设计卡具时采用如图6所示的两头卡紧方式。
(2)为保证用于后序定位的两头孔口倒角的同心度,故采用一把刀在该工序一次完成。这样以来该刀具较长,有200mm多的悬伸,需采用防振刀杆切削以免产生振刀现象。
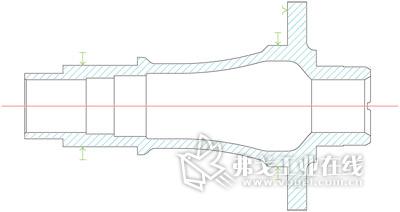
图6 两头卡紧方式
第三工序
第三工序的设备机型为DMG公司的DMC635V立式加工中心,加工内容为10-φ10.4孔,端面槽及正反面倒角,装卡状态见图7。
OP30-1:在批量生产中应考虑卡具的排屑。在该案中加工短端的卡具中间的收缩套底部应开槽考虑排屑。
OP30-2:所使用的倒角刀会较长,注意换刀时是否会和卡具干涉。

图7 第三工序中的装卡状态
第四工序
第四工序所用设备机型为DMG公司的卧式车床CTX310V1,加工内容为精车外圆。装卡状态如图8所示。
1.该卡具卡盘采用端面槽驱动(以前序加工出来的端面槽驱动),两头顶尖定心。
卡盘侧的顶尖和尾座顶尖的同心需要用检棒调到比较好的状态。这是很关键的一步,整个加工最重要的同轴和垂直度保证,和两头定尖的同心度有很大关系,本实例当时是调到0.005mm内。
2.尾顶尖压力要合适,太大则有可能在工件转动时,端面拨爪与端面槽侧面接触不上,而使得刀具切削时,工件打滑,将刀子打断。如压力太小则在左端加工时工件会向尾顶尖方向挪动。
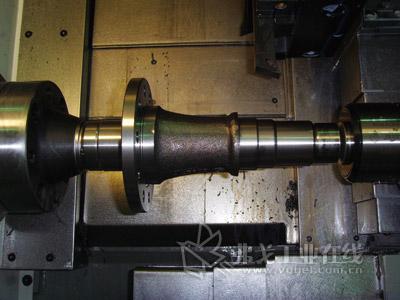
图8 第四工序中的装卡状态
3.应都采用同方向切削的刀具(例如均采用右手刀),这样切削时主轴始终朝一个方向旋转,避免主轴忽然反转时打刀(驱动的拨块和端面槽存在间隙,驱动时是始终贴紧端面槽一面的,故忽然反转时易打刀)。
4.φ130mm盘面由于钻了10-φ10.4mm孔,故刀具切到此处时为断续切削,刀具磨损较快,造成有CMK要求的外圆尺寸不稳定。故切外圆的刀要和切台阶端面的刀分开,且切台阶端面的刀需选抗冲击的刀片。
结语
以上介绍的就是采用DMG公司卧车与立加结合完成凸缘轴从毛坯到成品的全部加工的实例,当然用车铣复合的机床或其他方法也能完成该零件加工,但相对来说,用卧车加立加是一种经济型的做法。通过合理安排工序流程,来完成该零件的高精、高效加工,实践证明该种方法在大批量生产中可以满足该凸缘轴零件的图纸要求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论