高效加工对汽车注塑模具成形周期的影响
在整个模具加工周期中,模具数控加工和EDM加工几乎占用了整个模具开发周期的60%以上,如何缩短这部分时间进而缩短开发周期是一项非常有意义的研究课题。根据注塑模具的结构形态,合理规划高速铣和EDM工艺,编辑针对性的加工策略和加工方案参数,可以有效缩短模具的加工周期。
伴随着科学技术的发展,汽车市场新车型的更新换代日益频繁。在汽车开发周期中,实验模和产品模具制造周期占一大部分,其中车身覆盖件的冷冲类型模具、内外饰件的注塑类模具为汽车开发的主要模具种类。按照两种不同类型的模具加工周期来分析,注塑类型的模具要比相同大小的冷冲类型模具的周期要长。冷冲模具的难点在于工艺参数的选择上,但注塑模具的瓶颈往往在于如何在极短的周期内完成模具的所有加工工序,这个其实也是衡量模具可加工的性能。注塑模具项目的整体开发计划大致可分为7项内容,如图1所示。
在注塑模具的开发过程中,数控加工和EDM加工几乎占用了整个模具开发周期的60%以上。大型汽车饰件注塑模具因其具有本身表面形状复杂、型腔比较深、孔位和点位较多等特点,在加工过程中所采用的刀具直径跨度也比较大,直径范围从80~100mm。实际使用的刀具一般有牛鼻刀、端铣刀(平底刀)或球头刀等。

高效加工技术的应用
常规的汽车饰件注塑模具的加工开发过程中,采用传统的加工工艺很难缩短加工时间。基于此,本文提出了面向高效率加工的策略和工艺规划方法,意在缩短模具的制造时间,从而有效缩短模具的加工周期。其主要内容包括以下5点:选用高效率的高速切削机床;选用高效率的高速切削刀具、刀柄;选用适合高速铣切削技术的CAM软件;培养高素质的数控编程和先进加工工艺的技术人员;提高数控加工比率,减少电加工时间。
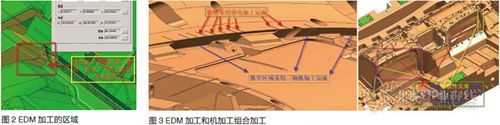
高速加工使得切屑卷曲度增大,剪切角以及前角增大,刀具与切屑之间的摩擦因数降低,从而利于排屑。切削所产生的大量热量由切屑带走,切削阻力的减少以及切削热量的降低使得零件表面质量以及刀具寿命得到了提高。注塑模具结构复杂,模具的加工制造过程不可能仅仅依靠机械加工来完成,对于模具里面的筋条、死角区域(非开放的封闭陡峭区域)需采用EDM加工完成。高速机床的出现使得应用小直径刀具进行细节部位的加工成为可能,对于开放性的陡峭区域采取多轴机床加工能有效减少电极的数量,从而大大缩减了EDM的加工时间。为此,要实现高效率和高质量的加工,需要合理的编排机械加工和EDM加工。图2所示为部分需要EDM加工的区域,图3所示为EDM加工和机加工组合加工区域。
对于整个加工环节来说,需要根据不同的特点进行划分。粗加工阶段选用大转矩、大功率的机床进行加工,采用大切深、大行距,这个阶段的主要目的是快速去除大量的残料。半精加工采用5000r/min以内的普通数控机床,主要切除热处理的预留材料厚度以及粗加工的台阶,为下一步的高速精加工提供均匀余量的毛坯;精加工采用12000r/min以上的精密高速加工机床来完成。在这个阶段将完成所有三轴机床能够完成的工作。对于倒扣部位和开放性尖角区域采用5轴机床完成。高速加工因为转速、进给速度的增加使得机床主轴的离心力增大,要求刀具、刀柄具有良好的动平衡。高速铣的质量不仅取决于机床的自身性能,同时还受制于程序编排的合理性与否,故而要采用CAM软件合理的规划加工轨迹及刀具进给量。
对于注塑模具的动模/定模来说,采用合理的加工策略、适当的切削参数,实现刀具路径的优化十分关键。因型腔复杂而且腔深、腔壁陡峭,要求每条刀具路径都要进行碰撞检查,以便确保使用较短的刀具路径加工尽可能多的区域,同时增加程序的安全性。高转速、快进给、小切深和小步距的高速加工一定程度上加快了刀具磨损,所以对每条刀具路径的加工时间提出了要求。对于CAM工程师来说,需要按照加工要求对整个模型进行分区域编程,一块定模或者动模的精加工程序往往多达300~500条刀具路径。细化加工区域可以针对具体情况选择合适的刀具进行精加工,从而减少后续清角加工的时间。
结语
在普通的模具制造方法里一副复杂仪表板模具的电极数量往往多达300~500个,高效加工技术的应用可令电极的数量减少到200以内。这种高效率的加工技术随着时间经验的积累还有很大的提升空间。从整个加工的过程来看,因为采取了分区域的高效加工工艺,从根本上减少了三轴清角的区域;对加工策略、加工工艺进行优化,可以切除注塑模具上的大部分“死角”;合理的工艺方案和参数在某种程度上反而减少了机加工的时间。
传统的加工方法中,EDM加工的时间甚至超过了机加工的时间,在一定程度上制约了注塑模具制造的进程,而采用高效加工手段从根本上减少了电极的数量,降低了EDM加工的时间,提高了模具加工的效率和表面质量,缩短了钳工的研配时间,提升了企业的竞争力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论