载重货车车架横梁冲压自动化控制技术应用及分析
随着科技进步和汽车行业竞争的日益激烈,面对高质量、高效率和低成本的压力以及工业4.0、智能制造的趋势,传统的重卡商用车行业,由于产品结构和投资等各种因素限制,车架横梁等采用人工生产的模式已很难满足智能制造的要求,急需探索冲压自动化、智能化的生产模式。机器人技术作为先进制造技术的典型代表,具有高度的柔性和适应性,它满足了现代生产模式——小批量、多品种以及产品生命周期短和更新换代快的特点,对改变传统生产模式、提高产品质量和生产效率以及推动制造智能化等具有极大的作用。
重卡车架横梁冲压自动化分析
横梁等零部件实现冲压自动化,其关键是解决自动化上下料、自动定位以及废料排放问题。本文以战略新车型为契机,根据工厂实际情况,对横梁和L板等典型零部件开展冲压自动化的探索与实践。根据工艺分析,冲压自动化存在以下特点和难点:
1.零件外形规格差异大
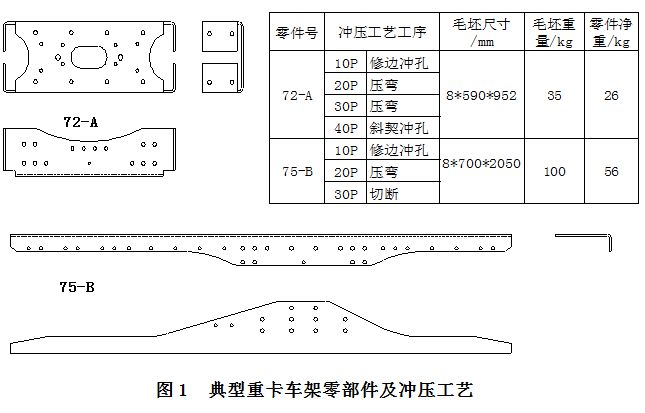
零件涉及平衡轴横梁、连接板和尾横梁等7大系列、20余道工序。最大零件的尺寸约为2460mm×800mm,重约130kg;最小零件的尺寸约为800mm×300mm,重量约为16kg,增加了自动上下料的实现难度,典型重卡车架零部件及冲压工艺如图1所示。
2.标准码放问题
实现自动上下料的一个前提是确保零件的标准码放。本项目属于多品种、多工序冲压生产,需要大量专用工位器具,但现有场地有限,问题频出。在此需要综合考虑专用器具与通用器具的平衡点,既要满足冲压零件码放以及装箱数量的要求,又要兼顾存放问题。
3.无先例可循
本项目的冲压自动化生产属于单台液压机多工序、多品种和往复循环式的生产模式,在国内同行业无合适的先例可循。
冲压自动化组成及控制系统
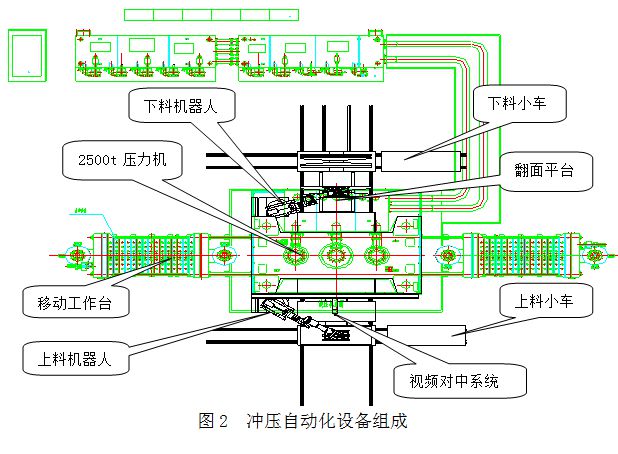
冲压自动化设备主要由上料小车、上料机器人、视觉对中系统、下料机器人、下料翻面平台、下料小车、废料小车、料箱以及2500t压力机组成(见图2)。
1.冲压自动化工艺流程
将整齐码放在料架上的冲压毛坯件通过天车或叉车吊运到进料小车上,进料小车开进到预先设定的位置(送料机器人的取料位置)。送料机器人根据预先设定的程序,自动抓取工件放置到对中平台上,视觉对中系统通过拍照扫描自动对比出工件所在位置与模具位置的偏差,并将位置偏差信息传输给机器人。机器人根据所获得的信息自动纠正偏差,并将工件准确送入模具后再退出返回,执行下一个送料指令。压力机根据机器人送料完成的指令,完成冲压作业,并将冲压完成信息传输给下料机器人。下料机器人根据设定的程序自动取料,并根据工艺需要将工件放置在翻转平台上完成翻面后再送到下料小车上。该机具有手动和自动两种控制方式,在示教编程或需要步进控制时,只需将控制旋钮旋至“手动”就能进行以上操作;反之在需要批量生产、全自动控制时,只需将旋钮旋至“自动”,整机就会按照预先编好的程序运行。工艺流程如下:叉车将料框送到上料小车→上料小车开进到上料位置→机器人拆垛并取料到对中机构→对中机构完成对中→机器人送料进模具→压机完成冲压→机器人取料→工件翻转(按工艺需要)→机器人完成堆垛→料框装满→下料小车开出(同时另一小车开进)。
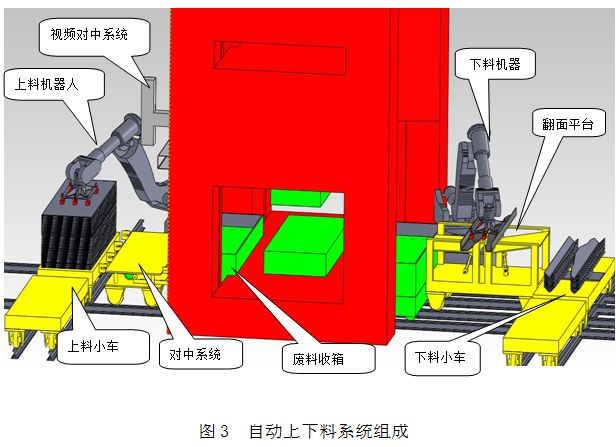
2.自动上下料系统
上下料系统是整套设备的关键部分,由搬运机器人、进出料小车、视频对中系统和翻面平台等组成,根据压力机尺寸和模具高度等相关参数,进行仿真模拟。
(1)机器人及端拾器
根据工件的最大重量以及搬运的范围,通过计算及仿真模拟,我们选用了KUKA KR210-R3100型号机器人,采用落地式安装方式。该机器人具有独立的控制模块,最大工作范围为3.1m,负载能力为210kg、附加负荷为50kg,6轴且重复定位精度为±0.06mm,能有效满足工件上下料及模具定位要求,适用于多种不同的使用环境,在占地、大重物搬运方面具有独特优势。
端拾器是实现机器人自动抓取工件的重要组成部分,端拾器的设计要考虑工件重量、工件外形、抓取位置和模腔高度等重要参数以及通用性和更换的方便性。在汽车冲压自动化行业,端拾器主要包括真空吸盘和电磁吸盘,真空吸盘主要用于车身薄板件的冲压生产,电磁吸盘更多用于热轧厚板的冲压生产。本项目中采用定制的电磁吸盘,规格为50mm×50mm,单个吸附力能够达到50kg,我们根据工件及冲压要求设计出两种规格的端拾器,有效满足了工件抓取要求。
(2)视频对中系统
对中装置包括机械对中装置和光学对中装置,在乘用车冲压自动化行业,产品标准化程度高、产品换型频次较少(相对卡车车架而言),一般选用机械对中装置。本项目中,由于工件外形差异大、生产中需要频繁换型,采用视频对中系统可以有效解决机械对中装置存在的手工频繁调整的问题。该系统由CCD相机、对中平台以及辅助光源组成,通过抓取工件的特征点实现工件的自动对中定位。
(3)进出料小车
进出料小车用于将跺码好的工件(包括料箱)送入到预先设定的位置,以确保料箱内的零件全部在机器人工作范围内。根据整体布局,进出料小车采用左右移出式布局,承载重量为10t。小车移进后有可靠的锁紧机构锁紧,以保证定位精度。上料小车上设有有无料的检测装置,并能与机器人、压力机和视频对中系统实现通信。
3.料架设计及装箱方案
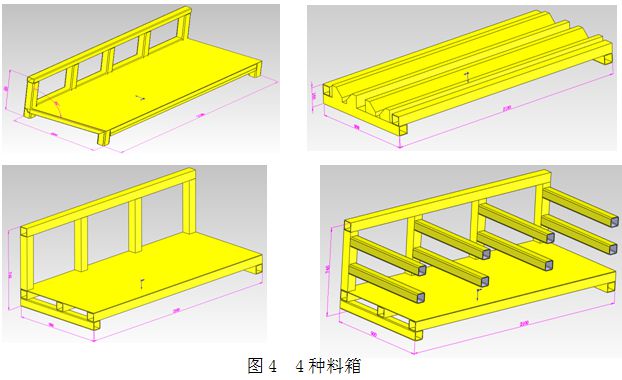
根据冲压自动化的要求,工件实现自动化冲压生产,其前提条件是工件整齐有序码放。根据前述的冲压工艺安排可知,同一零件需经过多道不同工序才能完成最终冲压(至少有3道工序),也就是说同一零件需要在同一压力机上多次上下料,并且经过每道工序后工件的外形、尺寸均发生了变化,装箱的要求也发生变化。同时,在满足机器人自动上下料装箱的同时,还需要考虑装箱数量、料箱的通用化(以满足现场的存放场地要求)。本项目中设计出4种料箱(见图4),有效确保了冲压自动化生产要求。
4.电气控制系统
本案例采用西门子S7-300 PLC为主控制系统,人机界面采用西门子MP377彩色触摸屏,通过集成MPI接口与PLC相连,电气控制系统与压力机电路衔接,在压力机上死点、滑块中间点等位置设置检测装置,提取允许送料信号。送料完成后,向压力机发出允许下行信号。在压力机正常工作时,向压力机发出启动信号;异常情况时,发出紧急停止信号。控制系统必须与压力机实行安全互锁。
同时借助Profibus现场总线技术将PLC、机器人、压力机、进出料小车和视频对中系统等相连,进行所有控制信号和相关数据的传输与交换,对工作状态进行实时的监控和系统故障自动报警。通过通信上传给人机界面,利用人机界面显示出来,从而构成一个先进的可视化的自动化控制系统。
结语及展望
随着重卡市场竞争加剧、劳动力成本日益增加以及产品标准化、质量要求的提升,重卡车架冲压自动化生产将逐步成为冲压生产的主流。横梁冲压自动化的应用,既改善了劳动条件,减轻了工人劳动强度,又能确保安全生产、提高劳动生产率和产品质量。本文在综合研究压力机、模具与机器人自动上料系统、工件装箱要求基础上,通过合理的工艺布局及系统的工艺方案优化设计,采用仿真模拟技术,并与工厂现有的BOM、MES等数据系统结合,探索和实现了重卡车架横梁等冲压自动化生产,为重卡车架冲压自动化、智能化生产探索出值得借鉴的模式。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论