发动机曲轴孔加工方式的改进
发动机缸体属于典型的多面多孔的箱体类零件,加工工艺复杂。曲轴孔作为发动机缸体上的重要孔系,它的加工质量好坏直接影响发动机的装配精度和整机性能,需要依靠设备精度、工装夹具的可靠性和加工工艺的合理性等来保证。曲轴的高速运转对曲轴孔的加工提出了较高的工艺要求,曲轴孔的表面粗糙度低,尺寸精度高,形状精度和位置精度高,需要对其加工工艺进行持续研究和改进,使加工质量和效率都得到有效提升。
发动机曲轴孔的加工一般包括三个工序:粗镗曲轴孔半圆—精镗曲轴孔—铰珩曲轴孔。精镗曲轴孔是为了形成正确的几何形状,这道工序尤为重要。目前精镗曲轴孔的主要方式有:CNC+悬臂式镗刀、CNC+线镗刀加工曲轴孔以及线膛专机等。某公司的两个基地分别采用前两种加工方式对曲轴孔进行精加工,通过对比可以发现悬臂式镗刀和线镗刀加工曲轴孔的优劣。
某工厂的B系列发动机对曲轴孔精加工的控制尺寸如表1所示。任何一个尺寸控制不好,都可能造成曲轴安装困难,回转转矩异常甚至曲轴抱死。研究缸体曲轴孔加工工艺及设备能力,对发动机的性能有至关重要的作用,对企业选择加工方式、制定应对措施有一定借鉴作用。

曲轴孔精镗现状
前期项目中,某工厂采用“CNC+悬臂式组合镗刀”的方式加工曲轴孔。如图1所示,短刀加工第5、第4两档曲轴孔作为导向,为保证各档曲轴孔之间有较高的同轴度,长刀需和短刀同方向进刀加工第三、二、一这三档曲轴孔。在加工过程中,短刀先加工出两档曲轴孔,长刀沿着短刀镗刀进刀位置进刀加工,并以前面加工好的前两档作为长刀体上导向条的支撑孔,通过刀具自定位保证各曲轴孔之间的位置度。这种加工方式柔性高,同一台CNC可加工多个特征,夹具相对简单。
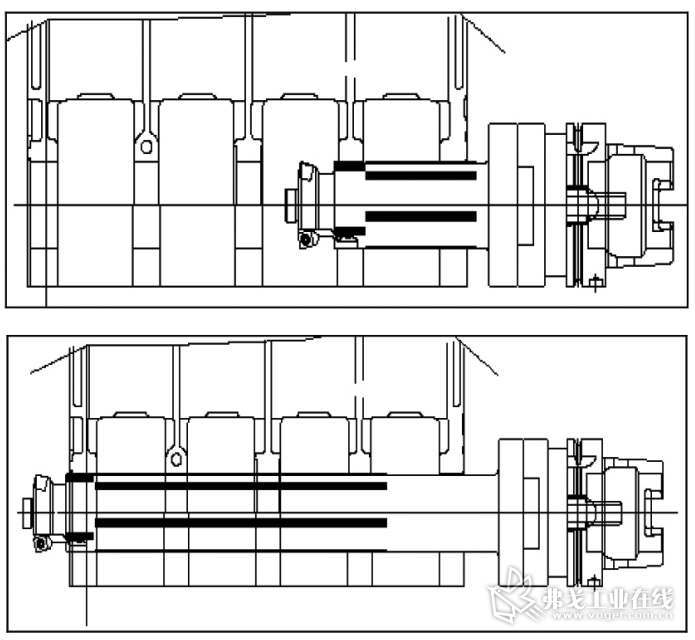
这种加工方式工艺简单,柔性高,但有两个因素会导致加工不稳定:第一,以短刀加工的前两个孔作为长刀的导向,则长刀的位置度就会受前两孔加工质量的影响,因此前两孔的直径需要严格控制,稍大将起不到导向作用,偏小则会引起长刀导向条被刮伤报废;第二,长刀导体重切悬臂过长,远端下沉,导致远端曲轴孔位置度不好(见图2),曲轴孔垂直方向波动大,导致曲轴孔位置度Cpk能力较差。图3是我们收集的近一年来的曲轴孔Cpk能力。从图中可以看出,受刀具悬臂过长影响,垂直方向的位置波动大,导致曲轴孔过程能力较低,偶有不达标的情况,这就存在很大的质量风险。
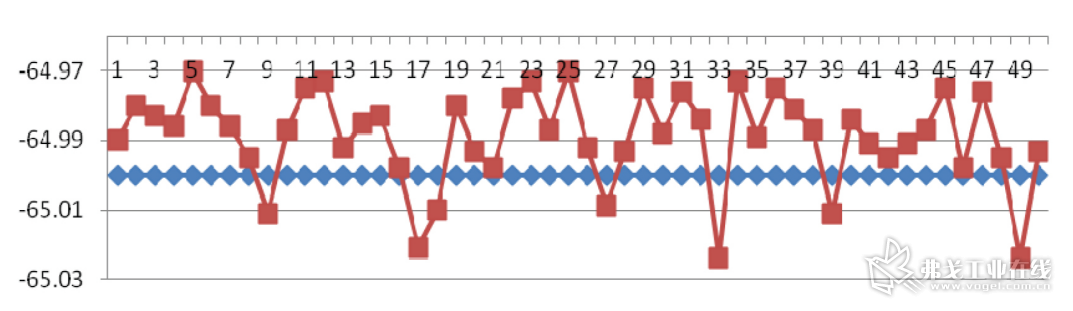
图2 曲轴孔垂直方向位置
曲轴孔Cpk能力
工艺的改进
1.采用新的加工方式
基于前期项目经验的加工方式缺陷,在新项目中,我们改用“CNC+线镗刀”的方式加工曲轴孔。这种加工方式所采用的CNC带有导套,即在刀具远端夹具上有一个导套,导套上有一个键,线镗刀(图4)上有一个与之相配合的键槽。加工时,线镗刀先偏心进刀并与导套配合,然后采用退刀“拉镗”的方式精镗曲轴孔。加工中,导套和镗刀一起旋转并支撑镗刀刀头。这种镗刀的刀片呈一条直线,所以这种镗刀也被称为“线镗刀”。这种CNC柔性较高,但是夹具相对复杂,需要顶升和下降机构,以便刀具的偏心进刀。
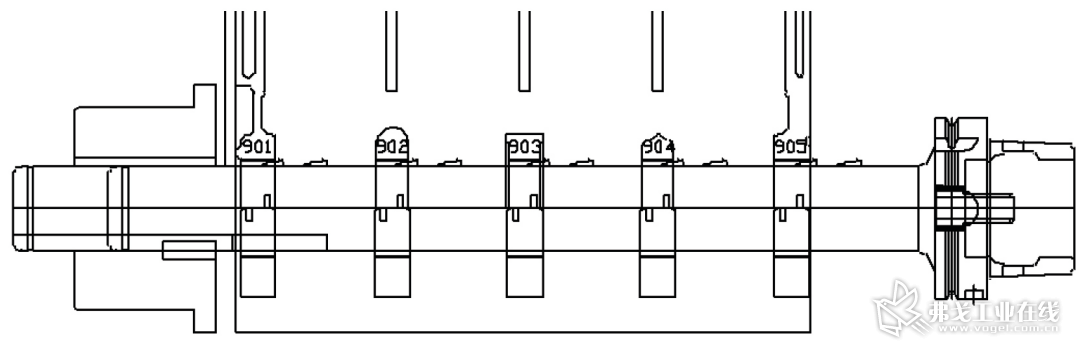
图4 线镗刀
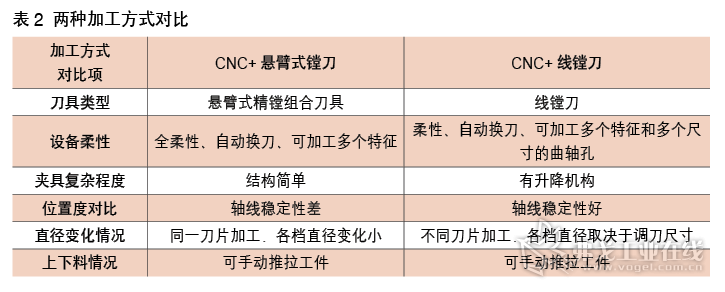
2.两种加工方式的对比
如表2所示, CNC+悬臂式镗刀与CNC+线镗刀的加工方式各有优势。
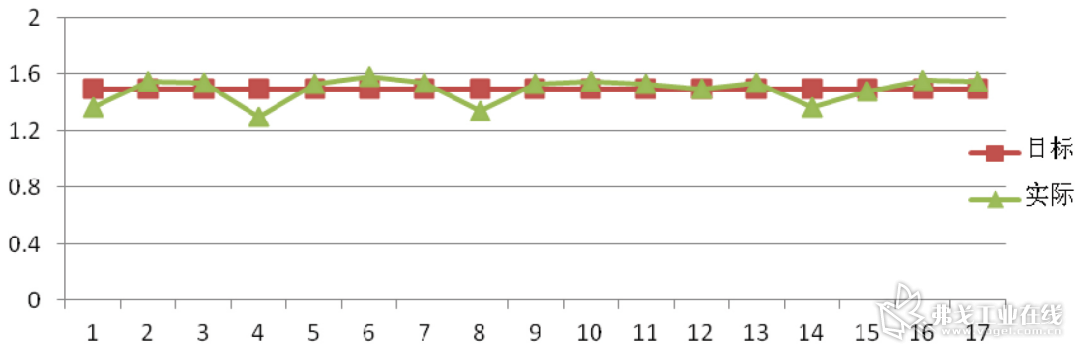
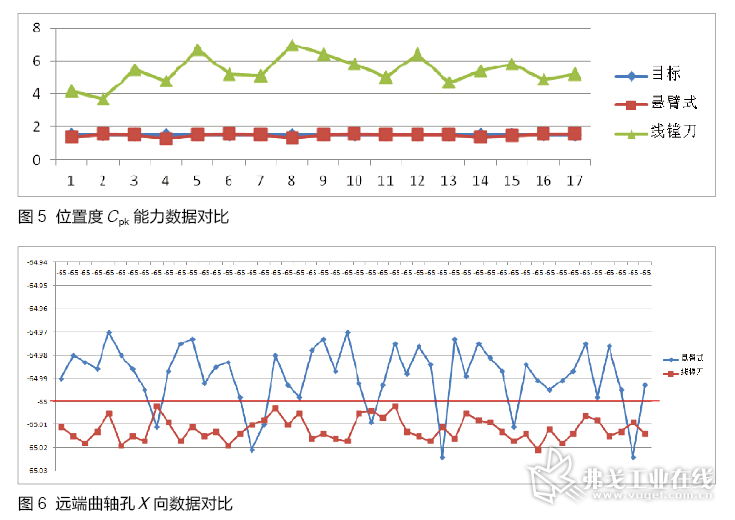
3.曲轴孔位置度Cpk的对比
如图5所示,对比两种加工方式下的曲轴孔位置度Cpk能力,悬臂式的能力值有不达标的情况,而线镗刀能力值均达到目标值且整体比前者要好。如图6所示,对比刀柄远端曲轴孔垂直方向的加工情况,线膛工艺单方向波动较小,而悬臂式波动较大,可见线镗工艺的加工过程、加工数据由于刀具远端有轴承导套支撑而变得更加稳定,Cpk数值
更高。
线镗刀加工曲轴孔的稳定性良好,其曲轴孔位置度的能力比悬臂式镗刀要高出不少,这也很好地解决了曲轴孔位置度Cpk能力较差的现状。
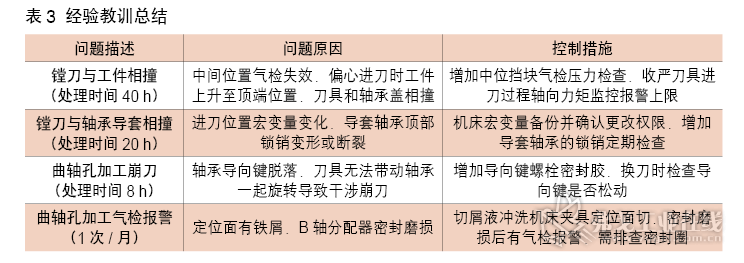
线膛工艺加工中的常见问题浅析
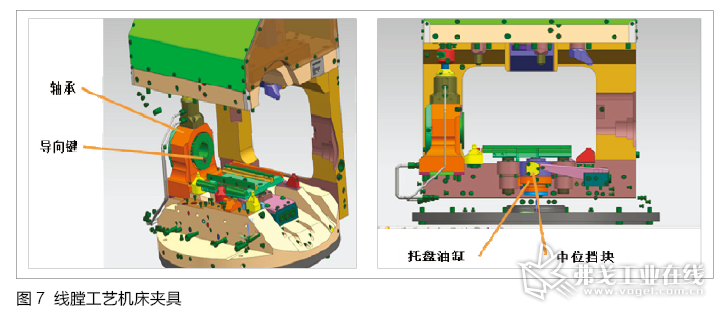
采用线镗刀加工工艺后,曲轴孔位置度能力提升明显,同时,在验收设备过程及正式生产过程中,此台设备也新增了故障模式。线膛工艺的机床夹具如图7所示,其夹具新增的轴承、托盘油缸等是故障的主要发生点。
针对问题故障,我们团队总结经验如表3所列。线膛加工工艺的故障模式主要与夹具升降机构、偏心进刀等相关联。每次故障后需要确认刀具的远端跳动、调整刀具的进刀位置、刀具和轴承导套的配合尺寸等,所以在验收及正式生产两年时间内,故障时间相对其他CNC来说比较长。
结束语
线镗工艺是一把镗刀一次进刀加工,线镗刀加工曲轴孔的位置度与悬臂式加工曲轴孔相比,有了很大的提升。这种提升得益于线镗刀这种加工方式的三大优点:线镗刀一刀10个直线分布的刀片、5档曲轴孔同时加工而且远端有轴承导套支撑镗刀。轴承导套支撑镗刀刀头很大程度上解决了CNC加工曲轴孔的共性问题——刀具悬伸长导致刀具跳动大。这些都使得曲轴孔的加工过程更加稳定、可控,避免了批量超差的情况,减少了追溯、隔离工作。实践证明,线膛工艺确实能做到这一点。
当然,线膛工艺也存在一些问题,如在调整过程中所需的停线等待时间较长;如需调整加工坐标时,只能通过定位销、定位面的调整来精调;因轴承导套需与刀具配合,若两者配合异常会导致刀具与导套相撞。我们也对线膛工艺的常见故障进行了经验教训总结,并会逐步改善。如新项目将采用线膛专机加工曲轴孔,我们也将持续关注相关情况。
曲轴孔的加工是缸体生产线工艺策划的关键,需要保证曲轴孔的各项加工精度。在保证产品技术要求的前提下,选择一种适合自身的生产模式。
各个企业自身的实际情况不同,在满足现在生产需求和未来生产变化的情况下,应该结合多方因素综合考虑,合理策划,采取合适的加工工艺,使其尽可能发挥最大价值,以降低生产成本,提升产品的竞争力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论