影响曲轴抛光粗糙度因素分析及解决方案
曲轴作为发动机的主要运动部件,其轴颈表面粗糙度超差将导致发动机效率降低,同时还会造成其轴颈和轴瓦的异常磨损,进而造成发动机异响等问题。曲轴轴颈表面粗糙度是一项关键尺寸,必须通过加工工艺来保证粗糙度在合格的范围内。图1所示为曲轴图样。
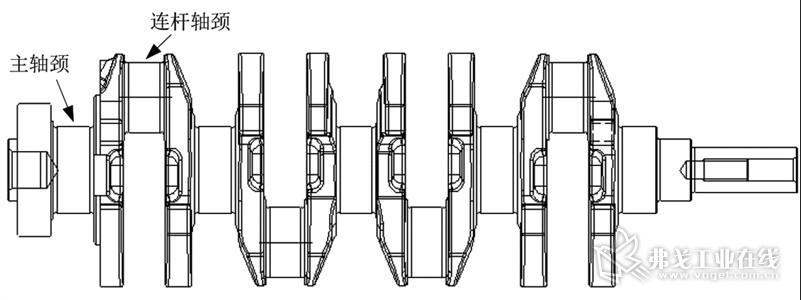
图1 曲轴图样
表面粗糙度的概念
表面粗糙度是指加工表面具有较小间距和微小峰谷的一种微观几何形状误差,它是在机械加工过程中,由于刀具或砂轮切削后留下的刀痕、切屑分离时的塑性变形、工艺系统的高频振动及刀具和被加工表面摩擦等原因所产生的。表面粗糙度对机械零件的配合程度、耐磨性、工作准确度和抗腐蚀性有着密切的关系,它影响到机械或仪器的可靠性和使用寿命。
曲轴轴颈表面粗糙度要求
从加工制造的角度来说,曲轴粗糙度越大越容易加工,而且加工制造成本越低。但在发动机中,曲轴是由连杆直接驱动的,轴瓦安装在连杆大头孔中,与曲轴直接接触摩擦,摩擦力越大,损耗的功越多,发动机的传动效率就越低,从而导致汽车油耗变高。所以从客户使用的角度来说,曲轴轴颈表面的粗糙度越低越好,以减小摩擦系数,降低摩擦生热而损耗的功,进而降低汽车油耗成本。曲轴轴颈表面粗糙度设计的总体原则是在满足使用要求的前提下,争取最好地加工制造经济效益,一般粗糙度要求为Ra0.15 mm。
曲轴抛光机的工作原理
曲轴抛光机是用来抛光曲轴轴颈表面的设备,用于保证成品曲轴的粗糙度。抛光机分两个站对曲轴轴颈进行抛光,第一站是粗抛,第二站是精抛。抛光时,抛光靴将一定颗粒度的抛光带压在曲轴轴颈表面,轴颈在抛光机头架的驱动下进行正转和反转。在旋转过程中,抛光带逐渐将曲轴轴颈表面的微观凸起削掉,改善轴颈表面的粗糙度。抛光示意如图2所示。
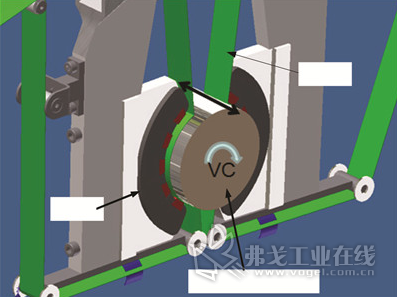
图2 抛光示意
影响抛光后粗糙度的因素
1.抛光压力的影响
抛光压力是指抛光靴压在抛光带上的力。抛光压力越大,抛光去除量越多。对粗糙度而言,抛光压力既不是越大越好,也不是越小越好,需要针对不同的曲轴进行验证,找出最佳的压力。
对于球墨铸铁材料的曲轴,抛光压力和曲轴轴颈表面粗糙度的关系如图3所示。从图中可以看出,当压力为375 N时,曲轴轴颈表面粗糙度达到Ra0.06 mm的最好状态,增大或者减小抛光压力都将使粗糙度变差。当抛光压力达到550 N时,继续增大抛光压力,对粗糙度几乎没有影响,此时的粗糙度为Ra0.62 mm。
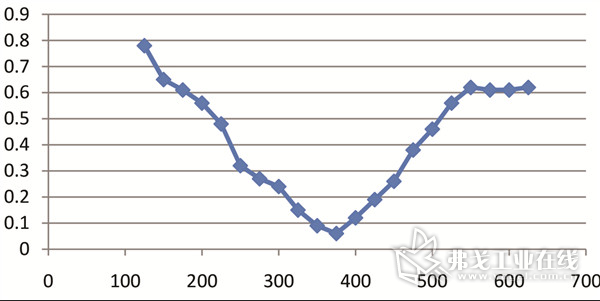
图3 抛光压力与粗糙度的关系
2.抛光时间的影响
抛光时间指的是曲轴抛光的持续时间。抛光过程中分为正转和反转,抛光最终阶段的旋转方向必须和曲轴在发动机中的旋转方向一致。抛光时间为正转和反转时间的总和,一般将正转和反转的时间设置成相同的参数。
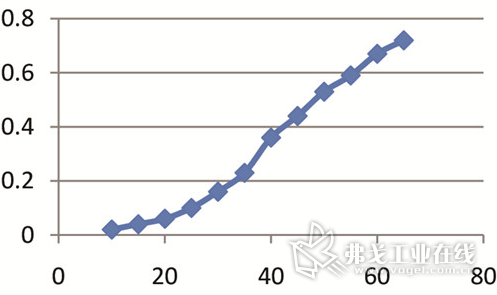
对于球墨铸铁,抛光时间和曲轴轴颈表面粗糙度的关系如图4所示。从图中可以看出,当抛光时间为12 s时,曲轴轴颈表面粗糙度达到Ra0.08 mm的最好状态,增加或减少抛光时间都将使粗糙度变差。当抛光时间达到20 s时,继续增加抛光时间对粗糙度无影响,此时的粗糙度为Ra0.62 mm。
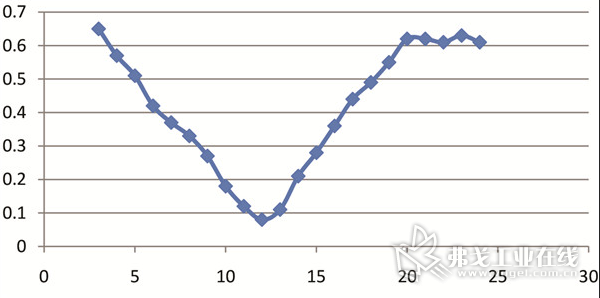
图4 抛光时间与粗糙度的关系
3.抛光带颗粒度的影响
抛光带颗粒度是指镶嵌在抛光带上的磨粒大小,如图5所示。为了将磨粒的影响充分发挥出来,验证过程中将抛光时间设置为25 s,抛光压力设置为600 N。
抛光带颗粒度与曲轴轴颈表面粗糙度的关系如图6所示。从图中可以看出,曲轴轴颈表面粗糙度随着抛光带颗粒度的增大而增大,为了获得较小的粗糙度,可选择颗粒度较小的抛光带。需要注意的是,抛光带颗粒度越小,抛光带的成本越高,抛光的时间也越长。所以选择抛光带颗粒度时,需综合考虑加工制造成本和其对曲轴轴颈表面粗糙度的影响,选择最优方案。

图5 抛光带颗粒度示意
抛光带颗粒度与粗糙度的关系
4.抛光靴寿命的影响
抛光靴的结构如图7所示,用于压紧抛光带,使抛光带与曲轴轴颈表面贴紧。抛光靴上的尼龙胶块质量会直接影响抛光后曲轴轴颈表面的粗糙度。随着抛光靴使用寿命的增加,尼龙胶块的磨损程度会逐渐加重,抛光后曲轴轴颈表面粗糙度也逐渐增大,当粗糙度增大到一定程度后将不再变化,如图8所示。
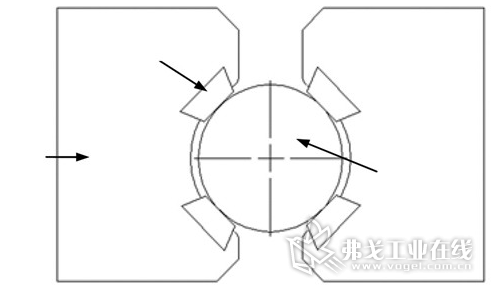
图7 抛光靴结构示意
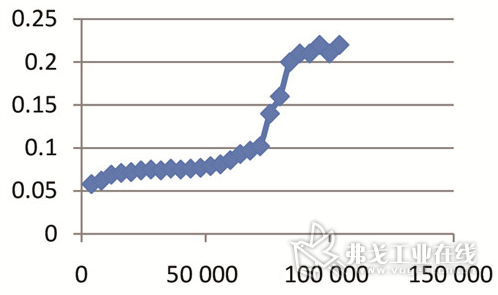
图8 抛光靴寿命与粗糙度的关系
5.抛光油流量和过滤精度等级的影响
抛光油的作用是将抛光后从工件表面脱落的铁粉及时冲洗掉,避免铁粉影响到抛光的效果。
随着抛光油流量的增大,冲洗效果越好,抛光后曲轴轴颈表面粗糙度也越小。当抛光油流量增大到一定程度后,几乎可以将所有铁粉冲洗掉,此时继续增大抛光油流量,其效果并不明显。
抛光油过滤精度等级是指能通过滤网的最大颗粒度。过滤精度等级越高,能通过的颗粒度就越多、越大。过滤精度等级直接影响抛光后曲轴轴颈表面粗糙度,因为抛光油中的杂质会参与抛光,影响到抛光表面的粗糙度,抛光表面粗糙度会随着过滤等级的增高而增大。
6.前工序来料的影响
曲轴轴颈抛光之前的工序是磨削,磨削后的粗糙度取决于磨削的工艺参数(进给速度、进给量、转速等)以及砂轮的颗粒度,一般可以达到Ra0.8 mm。
前工序来料的曲轴轴颈表面粗糙度越大,抛光后的粗糙度也越大。增加抛光时间也可以减小曲轴轴颈表面粗糙度,但生产效率受其影响,加工制造成本会相应增高。
提升抛光后粗糙度稳定性的方案
抛光机属于自动化设备,各项抛光参数的设置必须保证能加工出粗糙度合格且稳定的产品。对于曲轴抛光,根据上文验证的参数和理论分析,可通过严格控制以下参数来保证曲轴轴颈表面粗糙度合格且稳定。
①将抛光压力设定为375 N;②将抛光时间设置为12 s;③选用颗粒度为20 mm的抛光带;④抛光靴寿命达到7.2万件时,及时进行更换;⑤加大抛光油的流量,同时选用过滤精度等级较低的滤网;⑥定期检测前工序来料的粗糙度情况,并根据检测结果及时做相应的调整。
结语
发动机是汽车的心脏,曲轴是发动机的心脏,曲轴质量的好坏直接影响到发动机的传动效率,进而影响油耗的大小。曲轴轴颈表面粗糙度是一项关键尺寸,影响着曲轴的质量,由抛光机来控制最终粗糙度。为使粗糙度合格且稳定,需要验证抛光机的最佳工艺参数并使用该参数进行生产。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论