汽车车身精度控制技术研究
白车身作为整车装配的载体,其精度直接决定了整车各零部件装配的精度,并影响整车的各项性能指标。而白车身主要由发动机舱、下车体骨架、侧围总成、顶盖总成及部分其他组件通过夹具定位后焊接而成,所涉分总成及钣金件众多,因此白车身精度控制是一个复杂的系统工程,需要使用冲压、焊装等相关工艺对结构做充分分析,尽量减少制造过程中对它的影响,并熟练运用各种测量分析工具,才能有效保障白车身的精度及稳定性,因此各大汽车厂商对白车身精度方面的投入越来越多,要求也越来越高。
本着对设计、制造到最终生产的开发流程进行逐步梳理的原则,可以总结出影响车身精度的主要原因:①车身设计因素;②冲压单件因素;③夹具设计因素;④制造过程因素。针对以上影响车身精度的原因,可总结出控制车身精度的主要方法。
优化车身设计
1.冲压单件的优化设计
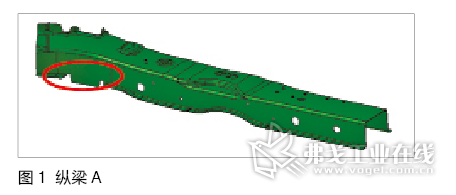
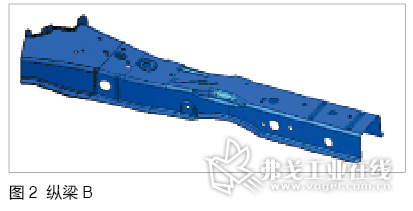
冲压单件的结构对其品质有着决定性的作用,如果冲压件结构不合理就会导致零件成形性差,进而影响零件的精度。图1和图2为两种结构的发动机舱纵梁对比,纵梁A相较于纵梁B,增加了图1所示部位的翻边,此种结构会导致模具结构复杂化、翻边部位易起皱及缺口部位易开裂等质量缺陷,从而影响总成的焊接精度。
2.搭接面的优化设计
总成是由多个冲压单件通过某些形面的搭接,然后经夹具定位后焊接而成。因此这些搭接面质量的好坏直接影响总成的焊接品质。搭接面质量主要包含两部分:首先是形面的表面品质,即搭接面是否存在起皱、叠料等缺陷;其次是形面的精度。此外零件之间的搭接面最好是平面,弧面或者曲面不但会增加焊接调试的难度,而且会对焊接精度产生不良影响。
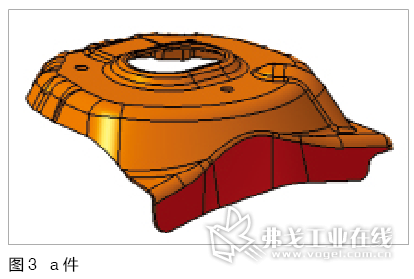
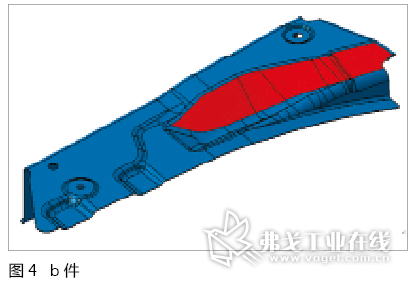
如图3和图4所示,a、b件是发动机舱总成中的两个典型搭接零件,红色部位即是两个件的搭接面(均为不规则弧面)。在实际生产中,由于冲压之后,弧面并不能完全光顺,加之形面精度有偏差,因此在焊接时搭接面易产生缝隙,这样不仅会导致焊接变形较大,严重影响焊接后的总成精度,而且会将这种偏差累积至下一级总成。
3.总成结构形式的优化设计
下面以发动机舱的结构为例。
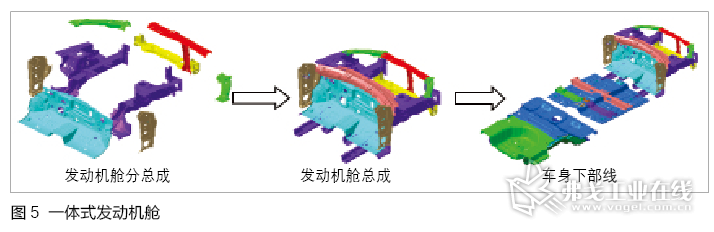
(1)一体式发动机舱
发动机舱在分总成区域焊接为一个整体——发动机舱总成,在下部线以发动机舱总成的形式与前后地板焊接为下部总成的结构。一体式发动机舱的结构在车型中较为常见,如图5所示。
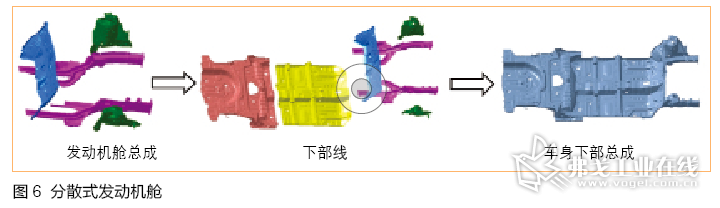
(2)分散式发动机舱
在发动机舱区域,只焊接成纵梁与前挡板、轮罩分总成,在下部线以各分总成的形式与前后地板焊接,为下部总成的结构。如图6所示。一体式发动机舱结构相对于分散式发动机舱结构的尺寸稳定性好,无严重焊接难点,且发动机舱总成工位夹具定位空间充足,定位充分,工人易操作。
控制冲压单件的质量和精度
各级分总成是由众多的冲压单件焊接而成的,因此冲压单件的质量和精度的好坏直接影响每一级总成的精度。在冲压单件的结构已经确定的情况下,我们可以重点从以下方面来保证单件的质量和精度。
1.冲压设备的稳定性
冲压单件是利用模具在冲压机床上进行生产的。模具从制造商转入生产地时必须进行生产适应性调试,这里所谓的适应性的对象即是各种冲压设备。冲压设备提供的压力是否稳定、是否能达到零件成形所需的压力、机床台面的平行度及顶杆长度的一致性等都是直接影响零件成形质量的因素。
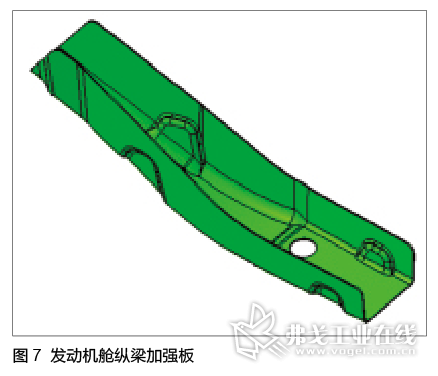
2.工艺方法的优化
相同的零件采用不同的工艺方法也会导致零件的质量有所差异。图7为某车型发动机舱纵梁加强板。该件初始工艺为落料成形,但是成品件两侧出现起皱且回弹严重,后将工艺更改为拉延,零件的表面品质和精度均有大幅提升。
3.单件公差的合理设定
在设置冲压件的公差时,将有搭接关系的形面作为关键控制点进行检测,对于焊接过程中存在放件干涉风险的部位需要设置特殊公差,同时单件的定位尽量与总成的定位系统保持一致。
优化夹具设计
夹具设计在所有工艺中要保证定位系统的一致性,即模具、夹具和检具定位位置的一致性,且要遵循从总成、分总成到板件的优先级别,同时要遵循3―2―1守则,即要防止零件在X、Y、Z三个方向发生移动或者旋转。此外夹具设定要保证零件外观尺寸及定位稳定性,用以防止零件由于质量及零件间搭接匹配或其他因素引起的变形,确保零件的精度偏差最小化。夹具的数量也应做到最少化,多余的夹具设定会导致过定位,引发质量问题,同时增加工装成本。夹具要设定在控制零件的关键功能面上,且容易发生焊接的位置,即设定在防止零件变形或者变形最小化的区域、在强度较高的区域,避开容易发生公差累积的位置,以保证零件定位的可靠性。
制造过程中的控制
1.焊接过程中的变形控制
尽管在夹具设计时已经设计了防止板件变形的结构,但在实际操作中,由于生产操作等人为因素,仍不可避免地会有焊接变形的产生。对于夹具使用过程的部件松动及磨损造成的变形,需要使用三坐标测量后对问题部位进行检修和调整;对易受人为操作影响的工位,需规范人员操作及优化调整工艺文件,这是提高生产制造能力的必要措施。
2.工序转运的变形控制
不管是冲压到焊装,还是分总成到总成的焊接,都需要使用工位器具进行工序间的转运,因此工位器具设计的合理性直接对零件及分总成的变形程度产生影响。
3.测量数据分析
车身精度通常采用三坐标测量机对生产调试过程中的白车身进行检测,从而获得大量数据,再经过与标准数模进行对比,从而得出白车身各部位的偏差值及偏差的历史趋势。
测量不是目的,而只是获得数据的手段。白车身的测量每天都会积累大量的数据,如何从纷繁复杂的数据中找出规律和问题,以实现对车身精度的有效监控和管理,才是三坐标测量工作的核心目的。
结语
白车身匹配与整车可靠性和安全性都有着密切的关系,同时白车身又是汽车零部件的载体,其制造质量的优劣对整车质量有着极大的影响。想要制造出一个精度高、稳定性好的白车身,从设计阶段到生产阶段、从零部件供应商到整车厂、从冲压单件品质到车身零件配合的精度和从各工序的过程控制到总成件的综合分析,需要全员参与才能达到最终的目标。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论