汽车内饰表面装饰工艺介绍
汽车内外饰作为汽车造型中的一个重要组成元素,是使用者直接接触的部分,它综合了美观性、功能性和实用性等一系列要求。本文将针对汽车内饰表面装饰的几种主流工艺从技术、成本、环保性能等方面进行分析比较。
水转印、IMD、INS工艺比较
一、工艺描述
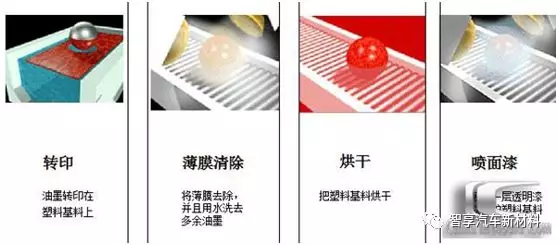
1、水转印:将已成型的塑料基材压印浮在水面上的水溶性薄膜,转印薄膜上的花纹,再以透明面漆保护其花纹及对表面做光泽调节。流程为转印-薄膜清除-烘干-喷面漆,如下图所示:
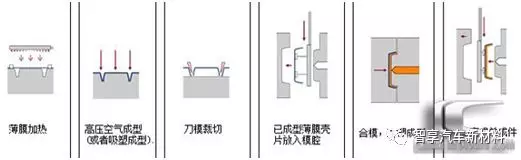
2、INS(Film Insert Molding):将带有外观效果的INS薄膜预先吸塑/高压成型,把多余的膜边冲切,再把冲切好的薄膜壳片放置在注塑模具内进行注塑。流程为薄膜加热-高压空气成型(或者吸塑成型)-刀模裁切-已成型薄膜壳片放入模腔-合模,注塑成型-开模,完成总成件,如下图所示:
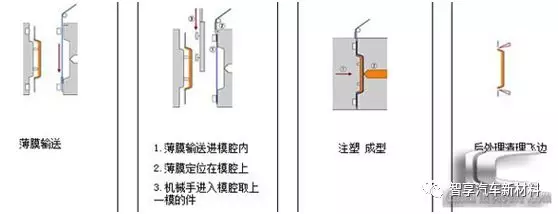
3、IMD(In-Mold Decoration):带有外观效果的IMD薄膜(圈材)被安装在输膜机上,而输膜机则固定在注塑机上,在注塑开模时让薄膜输进模具中间,合模后让胶料注射,让薄膜贴覆在模具上同时与胶料成型。流程为薄膜输送-薄膜定位,取模件-注塑成型-后处理,清理飞边,如下图所示:
二、技术对比
1、花纹包覆可行性方面
水转印
翻边高度(H)可让花纹包覆在300mm范围内不需要考虑R角(R)的锐度可以完全包覆圆柱形基材(如整体注塑方向盘)
通过电铸模后加工工艺可对花纹拉伸严重部分加饰,修饰效果较佳可以对大型零件包覆(例如:SGM老别克新世纪IP 1.3m长,内侧深度超过200mm;德国戴母勒奔驰Smart Car门板外饰整体通过水转印加饰)
可以通过面漆工艺及底漆调节去控制最终产品表面光泽度、饱满度、花纹色泽及花纹层次的深度(而不需要重新开发薄膜,重新制版印刷)遇到零件形状变化大而花纹选择偏向有规则性的所谓技术性花纹,虽然包覆不受限制,但部分边角位置可能会出现花纹拉伸而导致外观上有花纹的规则性变弱的情况;但天然花纹(如木纹)的外观表现较佳
INS(Film Insert Molding)
翻边(H)极限约40mm,但同时R角(R)必须设计在10mm以上;而如果R角(R)在1mm以下,其翻边(H)只可以在5mm以下(而且要取决如零件的整体三维形状)R角考虑要很充分,与花纹包覆的翻边深度要经常做出让步及妥协三维形状变化大的零件,加工难度高,或不能把薄膜包覆完整花纹包覆不到地方(开口部分)可通过刀切露出基材原色,但如果基材上存在注塑缺陷或颜色无法满足外观设计(如金属效果),必须通过单模多片薄膜的insert工艺或电铸模后加工工艺完成(工艺难度增加)
对大型零件包覆难度较高或质量难以控制在翻边及R角配合情况下(包覆可行性高),对包覆技术性花纹薄膜的最终外观效果较佳(但可能仍存在轻度花纹拉伸变形)
IMD(In-mold Decoration)
翻边(H)极限为5mm左右,同时其R角(R)也不能少于10mm
由于IMD薄膜比INS薄膜更薄,翻边与R角的考虑与妥协要求更高一般只考虑对平面产品、翻边不大于1mm产品上用这工艺基本上很难做到产品上留下开口部分(如开关板)
对大型零件包覆难度较高或质量难以控制对包覆技术性花纹(以上条件容许下)外观效果较佳,但由于薄膜很薄,天然花纹(如木纹)的外观效果则很差
有关INS及IMD的定义解释:
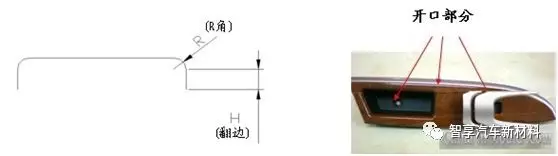
R角(R)和翻边(H) 的关系(只作参考*)
INS:

IMD:
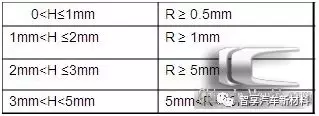
*每家薄膜供应商、每种外观花纹都有不同的厚度及规格,选择薄膜时必须同时综合考虑零件设计(R与H的关系)、花纹可变形程度及加工可行性等问题。另外R角必须大于薄膜厚度。
2、从模具设计、加工工艺、加工供应商能力考虑
水转印
模具设计的考虑只需要关注注塑件的表面质量(如缩印、熔接线的缺陷)及出模的难度加工供应商的能力反映在薄膜采购能力,注塑工艺与转印工艺的匹配与熟练度,及水转印与涂装设备的自动化程度(部分供应商有独家材料采购途径及专利技术的水平)
INS(Film Insert Molding)
薄膜的真空成型模具、刀切模具及注塑模具的尺寸匹配(如薄膜与塑料收缩考虑),需要结合模具设计技术、INS工艺技术及薄膜性能多方面考虑才可制造出合格产品。INS工艺经常会因为翻边与R角之间不妥协或外观要求不清晰等因素而需要在开发阶段更改造型设计及模具设计(甚至需要匹配的零件更改设计去迁就INS零件)
加工供应商的技术能力必须非常全面,即对零件造型设计、模具设计、薄膜性能、INS工艺生产能力、外观要求等多方面都有熟练的技术分析及与客户的工程及设计部门在前期开发阶段已有很深入的接触及研究,才可保证产品的最终量产可行性IMD(In-mold Decoration)
模具设计及制造给少数薄膜供应商以IMD技术不公开的理由,坚持IMD模具必须由他们全权经手,加工供应商及客户较难参与其设计及技术分析(除非零件设计极为简单)
加工供应商的技术能力必须非常全面,即对零件造型设计、模具设计、薄膜性能、IMD工艺生产能力、外观要求等多方面都有熟练的技术分析及与客户的工程及设计部门在前期开发阶段已有很深入的接触及研究,才可保证产品的最终量产可行性
3、从成本方面考虑
水转印
设备的技术专业性相对较高,所以设备投入相对较高,但不会因为零件大小或造型特殊需要增加其他设备(面漆喷涂线设计完善可作独立的装饰漆或水性油漆线)
牵涉成品制造的所有模具的设计及制造考虑较容易,所以模具总体成本较低适合不同产量的产品总开发周期(连花纹及零件匹配等)较短,工程更改较易配合,开发成本较低原材料成本相对较低可以返工修补,返工成本较低,报废率也相对较低INS(Film Insert Molding)
设备投入相对较低,但部分零件造型INS设计特殊或尺寸较大,可能导致设备需增加投入(例如激光裁切机)
成品制造必须要有薄膜真空成型模具、裁切模具及匹配的注塑模具;由于设计及制造都比较复杂,模具保养要求较高,所以模具总体成本也较高(一般是水转印工艺的三至六倍)
不适合低总量或批量不稳定产品总开发周期较长,特别是遇到工艺更改或匹配出现问题时,更改可行性或周期经常会导致整个项目进度的拖延,开发成本较难控制原材料成本相对较高不可返工修补,不良品只可报废,生产失败成本极高IMD(In-mold Decoration)
设备投入在INS与水转印之间根据成品的造型设计而反映模具成本,但由于模具制造一般由薄膜供应商承担,模具设计及其成本较难控制(模具总成本部分与INS工艺相近;但也有部分零件的模具比水转印模具费贵十倍以上)
不适合低总量或批量不稳定产品总开发周期较长,特别是遇到工艺更改或匹配出现问题时,更改可行性或周期经常会导致整个项目进度的拖延,开发成本较难控制原材料成本相对较高不可返工修补,不良品只可报废,生产失败成本极高
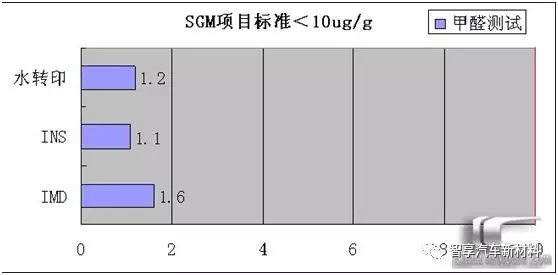
三、环保性能有关测试结果
试验背景:针对INS,IMD,水转印三种工艺在产品环保性能方面做一些实验
试验零件明细:
IMD零件:陶氏ABS3325+KURZ薄膜
INS零件:陶氏ABS3325+KURZ薄膜水转印零件:陶氏ABS3325+CUBIC薄膜+溶剂性面漆
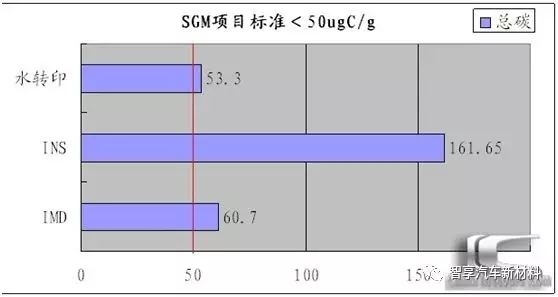
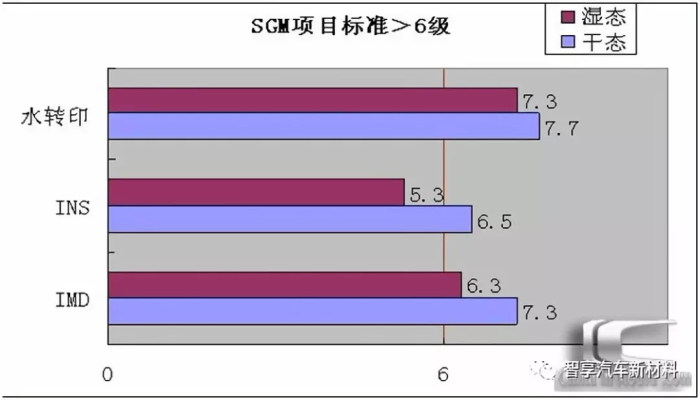
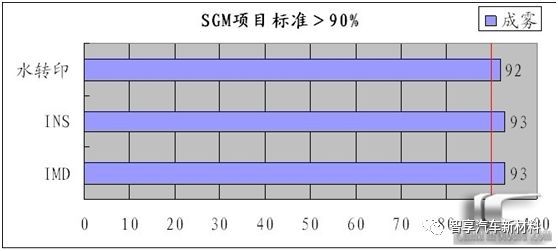
试验范围:总碳,气味,成雾,甲醛,其他违禁物质(参考SGMTNS、RoHS及ELV标准)
试验测试地点:RA,SGS
总碳测试
气味测试
成雾测试
甲醛含量测试
违禁物质测试
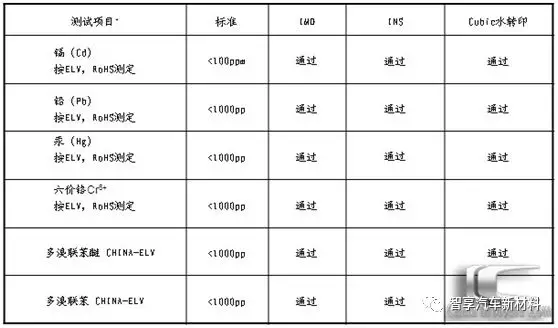
*SGS实验结果
溶剂性油漆、水性油漆
一、技术对比
1、从施工性分析方面分析
溶剂性油漆溶剂性油漆的施工温湿要求相对较宽松,可以在不同的条件下通过现场的助剂和稀释剂的调整来保持稳定性。现有设备可满足生产(包括喷枪、机器人及调漆系统)使用寿命长,可预调配使用。
水性油漆水性油漆的施工环境要求范围比较的窄。(50—70%RH;15—25℃)水性油漆的调配黏度比较高,故对喷涂的雾化压力要求高,要使用特殊的喷枪。水性油漆使用寿命短,使用过程中黏度的提高快,不可预调配使用,必须用比例泵的喷控系统来达到瞬时混合。
2、从基材兼容性方面分析溶剂性油漆的兼容性较宽(同一种类型的溶剂性油漆可以在不同基材上施工,通过油漆配方微调可达到要求的性能)水性油漆的兼容性较窄(同一种类型的水性油漆只能给预匹配的材质上施工,更换材质可能要对油漆配方做较大的调整才可达到要求的性能)
二、成本分析(溶剂性油漆、水性油漆)
1、设备/投入、加工成本:施工要求的温湿条件特别苛刻,在全进风、全排风的风控条件下,设备投入巨大及生产能耗急剧上升。
2、油漆单价:水性油漆混合单价比同类型溶剂性油漆的单价上升50%左右。
3、喷涂使用量:水性油漆的流平性较差的问题导致膜厚要求比溶剂性高约50%,也等于加工周期加长,单位节拍下降,导致生产效率降低,能耗上升。
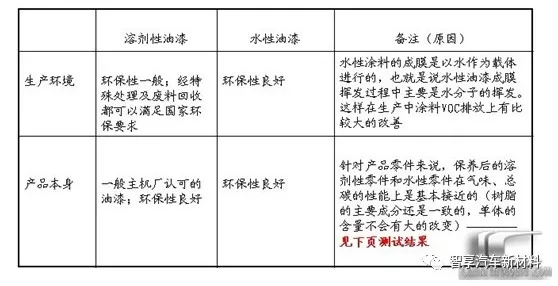
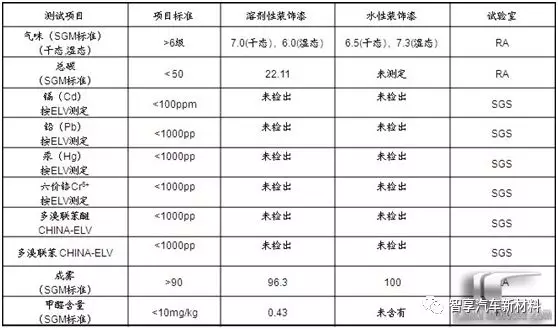
三、环保特性
环保性能有关测试结果
汽车内饰环保性能考虑:宏观情况
汽车内的塑料件、地毯、车顶毡、皮革、棉料、胶水、涂料等都是大家关注、可能影响环保性能的材料但是,汽车内饰件造成车内环保问题是非常复杂、标准不统一、互相矛盾及难以管控的现实万一出现环保性能不达标情况,一般都把责任归给零部件加工供应商,而不是主机厂认可的原材料供应商,而且试验失败的经济损失都一直只有零部件加工供应商去承担(指原材料不达标情况下)国内汽车内装饰件(较高级的)表面处理已经发展了超过10年,产业的领先者(加工供应商)应该在专业领域中致力不断提高技术含量和产业规模,同时要经常主动与汽车主机厂及材料供应商商讨,制订可行的对策(不应该只是盲目跟随国外标准或以一步到位的方针去提高环保标准)针对国内对汽车环保性要求呼声的日益提高,加工供应商必须在原材料应用、施工技术含量、生产线设计考虑和专业设备的应用等各方面展开研究和改善,以满足各大汽车主机厂对内装饰环保性能及成本优化的要求加工供应商也应该增加研发项目的自费投入:但汽车主机厂应该给予在没有项目先投入设备及研发费用的供应商多些空间和机会,让其发表科学的分析、可操作性及新技术/工艺/材料的合理性能标准等。主机厂也应该优先考虑给予同类项目的优先定点机会给这些供应商,以鼓励有研发及创意的供应商,作为与主机厂共同研发新技术、共同分担研发费的合作伙伴
水转印饰件
SGM Buick新世纪木纹内饰加工; I/P水转印装饰范围达1.3m长,仪表内侧深度超过200mm
整体注塑、木纹水转印方向盘

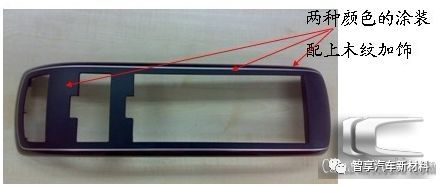
水转印结合电铸模喷涂
INS(零件)

单色INS薄膜

多色木纹INS薄膜













![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论