铝合金变速器壳体工频加热装配的创新应用
文章来源:AI《汽车制造业》
发布时间:2022-03-14
变速器设计越来越紧凑,装配时必须先拼装各轴系才能合上壳体。由于各轴承配合设计间隙小,因此合箱过程中使各轴上的球轴承同时轻松入位轴承孔是件困难的事。本文阐述了一种创新的铝合金变速器壳体加热装配工艺,解决了质量保证与装配困难这对矛盾要素。
随着汽车变速器的轻量化设计应用发展,轻量化不仅体现在壳体采用铝合金材质替代,同时变速器内部内轴件也变得相互交错更为紧凑,因此在装箱时必须先将内部各齿轴件预装后拼装在一起,再套上壳体。
以我公司配套纯电动汽车的某E系列变速器为例(图1),该产品共有3根轴,各轴承均采用球轴承,轴承外圈与轴承孔的理论配合间隙一般为0~0.035mm。由于配合间隙小,同时左壳体本身各轴承孔相对位置有误差,因此在合箱时,各轴承入位导向并不好,左壳体均很难轻松装配到位。从产品结构来看不管是采用机械压装或手工敲装手段均易造成轴承微观隐性损伤致轴承早期失效。
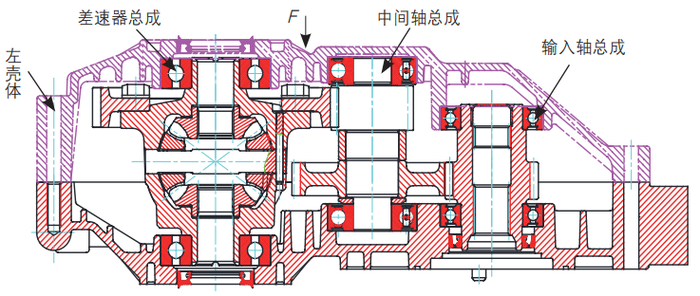
由于该变速器在装配时,有包括轴承及定位销在内的共5个位置必须同时入位,方可完全合箱。在变速器行业,装配时采用加热的零件主要应用齿轮压装、轴承装配等具有导磁性的钢铁件,如果合箱时左壳体采用加热升温方式是否也有效果需要进行验证。
根据相关手册可知道零件热胀量与材料、长度等有关,具体见公式所示:
式中,∆l为热胀量;k为温度系数;d为结合直径,单位是mm;∆t为工件加热前后温差,单位是℃。
因此左壳体由20℃加热至60℃时,各轴承孔理论计算热胀量如表1所示(铝合金k值=23)。
从表1中可以看出,原轴承孔增大后,实际配合间隙增大约0.06~0.07mm,即只论单件配合放入肯定很轻松,但是考虑到各孔相对中间轴承孔也出现较大变化,致合箱时各孔相对轴的位置可能会有错位而致合箱有困难。

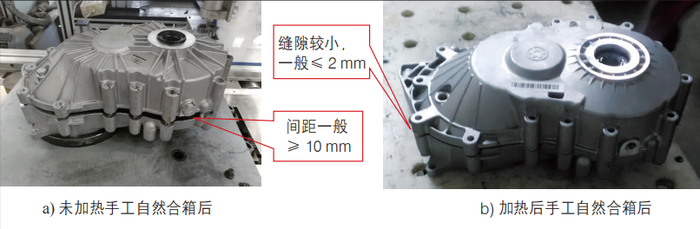
为证实前述理论推断,利用我公司现有烘箱设备保温加热至设定的60℃并进行装配验证,加热后实测各轴承孔均胀大约0.05mm(各孔间距也相应变大,且孔径及间距变化与手册给定的膨胀系数相吻合,如表2所示),实际装配合箱3台,各轴承均可以直接投入到位,或者大平面之间间隙很小(图2),用橡胶锤轻轻敲击壳体即可完全到位。

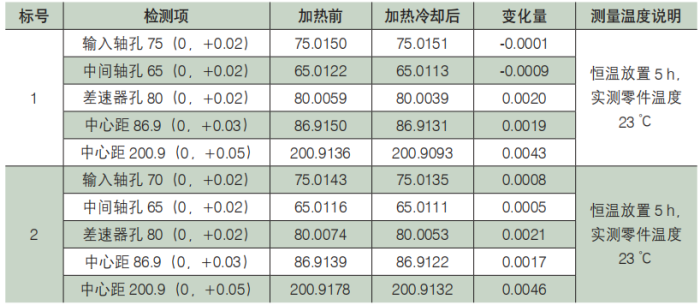
由于铝合金采用加热方式之前并无相关经验,为防止零件的相对位置有变化,将加热前及加热后再冷却两种状态下进行测试2件,以验证产品尺寸的稳定性,如表3所示。
从表3中左壳体加热前的尺寸与加热后冷却的尺寸对比可以看出,两种状态零件的原有尺寸变化很小,在合理范围内(三坐标本身精度0.0037mm,测量误差0.002mm,即重复测量误差大约在0.003~0.005mm)。
前述的理论推断及实际验证,采用加热方式明显比直接装配有优势,同时考虑到变速器结构等并不适合采用机械压装,因此采用加热装配工艺完全可行。
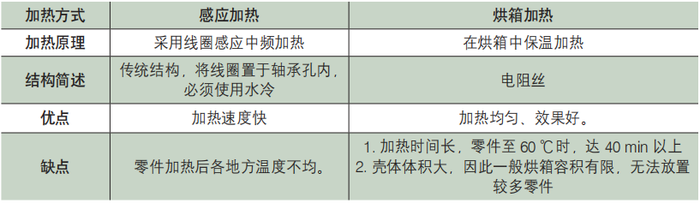
目前加热方式较多,如烘箱加热、线圈感应加热等。由于该变速器为大批量产品,要求装配节拍达到100s,节拍快,而烘箱的使用效果虽公认最好(加热均匀),但加热节拍太慢。为满足节拍需求,将烘箱及感应加热对比,如表4所示。
通过与专业厂家多次对接调研,发现由于铝合金壳体材料导磁性差,一般均采用中高频加热孔径,实际运用中未使用过工频加热器,为达到加热装配的效果,又进行了一系列试验对比分析,如表5所示,并最终选择了工频加热。
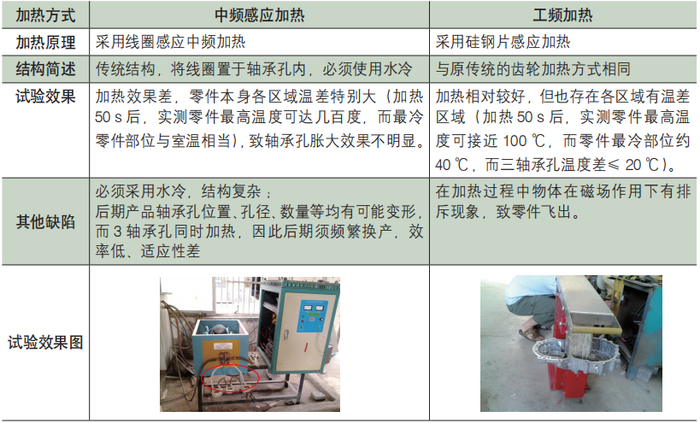
通过以上试验比较,工频加热装配方案要比中频加热方案好得多,也是最佳选择,但必须解决工频加热方案仍存在的问题点。
初步确定加热方案后,为保证合箱工位既可保证质量又能快速经济生产,我们针对加热工频加热器及加热装配工艺方案本身的缺陷及不足进行了优化和改进处理。
零件加热至设定温度时,所需加热时间相对加热齿轮钢件仍较长(如加热轴承孔至60℃约40~50s),且在加热过程上可能会因磁场作用致零件飞出,有安全隐患等,针对前述不足进行改进如下:
1)将设备视在功率增加至15kW(一般钢件约7.5kW即可满足),将节拍提至20s。
2)在设备上增加气缸,在加热之前将零件压紧(图3),防止零件脱落伤人。
3)为保证温度相对均匀,利用铝合金较好的导热性,在设备上增加延时继电器,以使得加热后等待一定时间(可调),使各轴承孔周围温度及左壳体其它区域温度得到较好的及时传递,从而使轴承孔等充分胀大。

结合实际试验装配技巧和效果,将合箱的加热装配工艺优化如下:
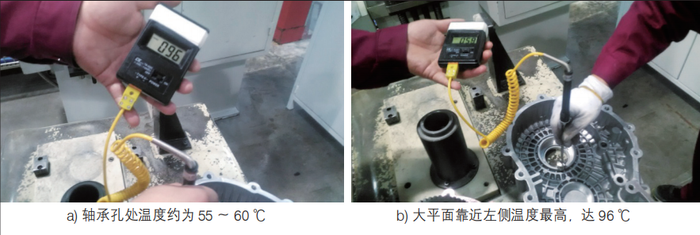
1)加热参考标准以三轴承孔温度为控制温度(约60℃),其他地方散差可以稍大(最高温度≤100℃),验证示意如图4所示。
2)通过试验对比,将延时设定为5s,既能保证零件各区域的热量及时传导,又不至于时间过长而致整体温度下降。
3)加热完成后应及时合箱,手工保持左壳体姿态正确,对上轴承孔后稍微晃动左壳体即可。
这种新型加热装配方案是我公司创新应用,通过不断的试验对比、交流,使得该加热工艺方案逐渐成熟定型,并很快便推广至我公司其他E系列的各变速器的量产应用中,不仅以价格较低的加热器替代了复杂昂贵的专用压机等,更是较好地保证了产品的质量,取得了非常好的经济价值及工艺拓展导向效果。



















获取更多评论