800V高压对电机的影响
800V电驱动是一个系统性的话题,对于电机而言,挑战的方向主要围绕高速、压、散热,对于量产而言,小型化和低成本也是考量的一个方面。对于高压部分而言,最直接的影响便是轴承电腐蚀和定子绕组耐压能力。
电驱系统采用PWM控制电路,实际工作中由于高压电回路中存在杂散电感,而在二极管关闭的过程中,杂散电感因变化的电流会产生感应电压,即电压振荡。
下图为下图为典型的双电极电压(极性从正极到负极交替变化的电压)冲击图
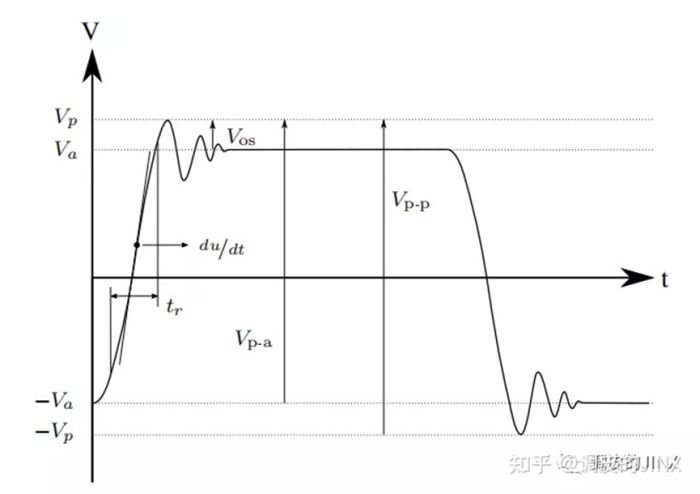
图源:公众号:调皮的JINX
参数解释:
-
Va:稳态冲击电压,对应直流电路电压Vdc -
Vp:峰值电压 -
Vos:过冲电压,即电压振荡,计算公式为Vos=L*di/dt
相比400V的硅基IGBT产品,800V产品不仅电压平台提升,处于效率考量通常会采用碳化硅基MOSFET。di/dt值更高,电压振荡幅度也更大。电压振荡幅度变大会带来两个问题,轴承电腐蚀和绕组局部放电。
-
轴电流的形成
由于电机绕组中性点电压在任意时刻都不为零,在PWM变频供电时,定子绕组与壳体、定子绕组与转子、转子与定子铁心以及轴承形成共模通路的等效电路,即共模电压。共模电压的值与电机母线电压成正比,频率受逆变器载波频率影响。
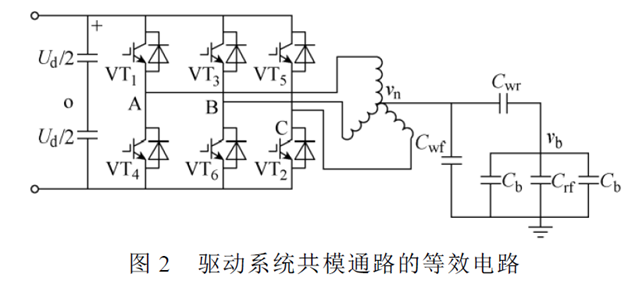
来源:《基于PWM逆变器供电轴电流问题的交流电机》
对于轴承而言,作为等效电路的一部分,等比例形成对地电压。在轴承油膜完好的情况下,轴承对地电压和电机共模电压之比定义为BVR。随着电压平台的提升,BVR也会不断增大,即800V平台BVR值高于400V平台。
来源:《基于PWM逆变器供电轴电流问题的交流电机》
另外,共模电压产生轴对地电压的同时,还会产生高频感应轴电压,进而产生共模电流,生成共模磁通,通过共模磁通产生感应轴电压。共模电流的流经路线为通过定子绕组进入电机,流经硅钢片,通过电机外壳接地流出。
在电机转速较低或者长时间运转轴承温度较高时,轴承润滑和绝缘性能不足或下降,加之800V电压平台的提升,便会击穿轴承油膜,破坏其绝缘性,进而在在轴承中会形成轴承电流。轴电流局部放电会产生高温,破坏轴承表面平整度,俗称轴承电腐蚀。轴承电腐蚀后会影响轴承正常运行,产生噪声、振动,最终使得轴承完全失效。

-
如何避免轴承电腐蚀
轴承电腐蚀形成的本质是因为轴承电压的存在形成轴电流通过轴承,由于共模电压的存在,因此轴电压是无法避免的。因此规避轴承电腐蚀的的方式便主要有两个方向,一是增加旁路电回路,轴电流通过旁路电回路,绕过轴承;二是采用电绝缘轴承。
华为曾在2021年4月申请用来解决电腐蚀难题的专利,基本原理为通过增加旁路电回路,避免电流流过轴承。
具体方案为通过在导电轴承的内圈中穿设导电柱,并将导电柱的外侧壁与导电轴承的内圈过盈配合,导电柱另一端接地。实际运行中轴电流直接通过导电柱接地,电流不通过轴承,从而避免轴承电腐蚀。该方案最大的难点在于导电柱与轴承配合连接。华为采用的思路与特斯拉相似,只是为了专利规避,采用不同结构设计。
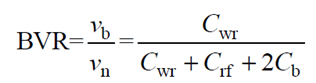
以舍弗勒为代表的轴承企业则推出电绝缘轴承来避免轴承电腐蚀。与传统轴承相比,电绝缘轴承无论是在外圈还是内圈均涂有绝缘涂层。涂层处理工艺为等离子喷涂工艺。下图为不同类型的电绝缘轴承介绍。
图源:舍弗勒
高电压对电机绕组的绝缘性提出了更高的耐压挑战,处置不当便会在绝缘局部区域达到击穿场强,尤其是带电体的尖端附近,形成局部放电,强烈的局部放电会破坏绕组铜线的绝缘性能,造成短路,引发电机失效。为了准确测量和评价绕组铜线的绝缘性能,常用PDIV(局部放电起始电压)来作为评价参数。对于800V电机而言,铜线的PDIV要求甚至需要达到7KV。除PDIV外,外层绝缘漆还需满足耐电晕的要求,电晕是由于导线表面的电压强度很高,引起空气电离而发生的放电现象。本质也是抑制局部放电对漆膜的破坏。(下文我们将以PDIV为主要要求展开研究)。
尤其是对于扁铜线绕组而言,下图位置更容易出现局部放电,耐压、耐电晕的要求更高
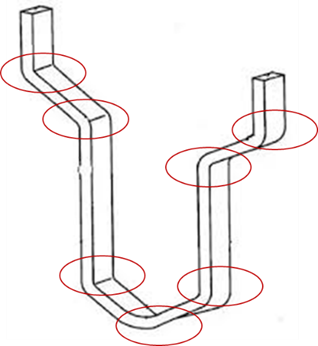
降低局部放电的手段大概有三个方向。一是降低电压,二是减少铜线曲率半径小的部分,三是提升铜线表面绝缘性能,即提升PDIV值和耐电晕性能。对于电机而言,方向一根本不可取,方向二只能部分优化,无法针对性做重大改进,因此方向三提升铜线的表面绝缘性能是重点研究方向。
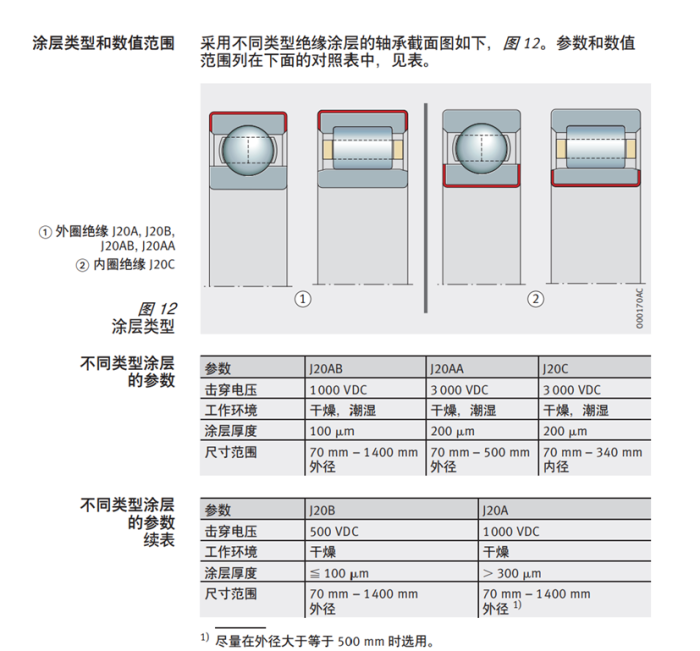
绕组的PDIV值可以根据经验公式来进行估算,公式如下

图源:公众号:调皮的JINX
其中:
-
V:PDIV值(Vrms) -
T:绝缘材料厚度 -
εr:材料相对介电常数
从公式可以看出,PDIV与绝缘材料厚度成正比,与材料相对介电常数成反比。因此提升绕组的PDIV值也从这两个方向来展开-增加绝缘漆厚度或者采用低介电常数的材料。为保证铜线利用效率的最大化,目前的技术方向为在尽量不增加漆膜厚度的情况下采用新型低介电常数的材料,此外在表面增加耐电晕涂层来避免降低局部放电带来的危害。
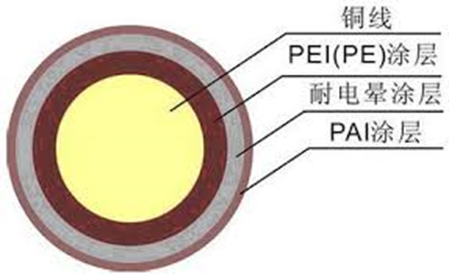
目前常用的绝缘漆材料有聚酰胺酰亚胺漆(PAI)、聚酰亚胺漆(PI)、聚酯亚胺漆(PEI)、聚醚醚酮(PEEK)。
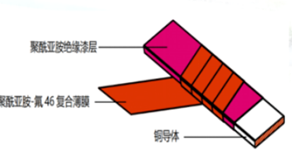
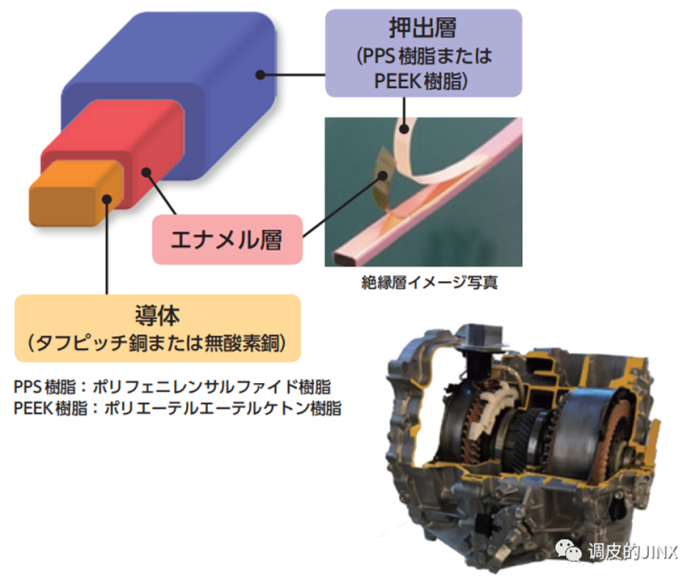
厚漆膜的路线虽较为容易实现,但加工过程需要多道涂覆、烘烤,产品偏心度较大,尺寸一致性较差,后续加工漆膜开裂风险增加,进而影响PDIV性能。PEEK材料具有耐高温、耐腐蚀、较好的机械性能等特性,因此是漆膜薄化的主要应用材料。国内佳腾电业、日本古河电工采用的是PEEK线技术路线。与厚漆膜路线相比,PEEK材料采用挤出工艺(中间层仍选用PI或者PAI),均匀性和一致性更优。
图源:公众号:调皮的JINX
电机企业中本田IMMD和采埃孚采用了PEEK技术路线。
但PEEK线的成本和后续加工难度目前均高于厚漆膜路线。当前PEEK线的关键专利归日本古河电气所有。
关于未来,现在很难直接下定论厚漆膜和PEEK线的确定性。单从成本方面考量,厚漆膜路线更容易在平民车型上大量应用,PEEK线则主要应用在高溢价车型上。
首先非常感谢“调皮的jinx”,帮我解答了很多疑问。由于经验有限,文中有不足之处还请谅解。高压电机是一个系统的工程,因为除高压外,高速、油冷也带来了新的挑战。本文重点对高压部分进行了一些简单的研究,最终工程的量产落地还是需要行业内企业共同的努力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论