史上最全汽车连接工艺大全
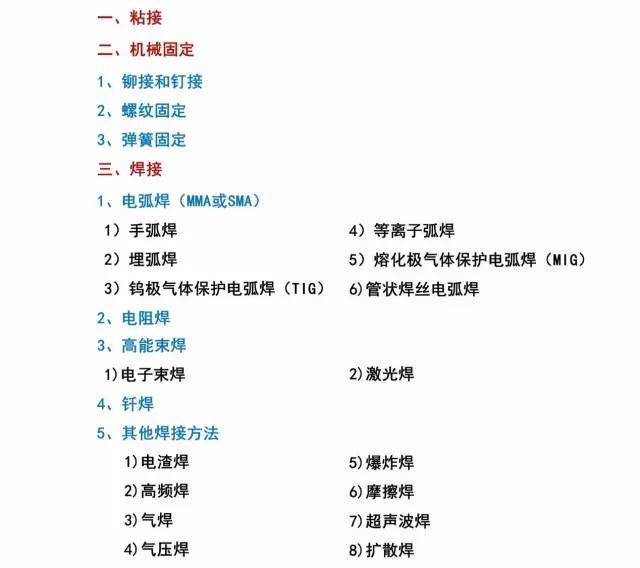
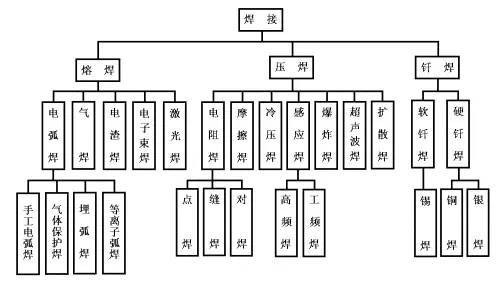
下面将具体介绍各常用的连接工艺:粘接、机械固定、焊接
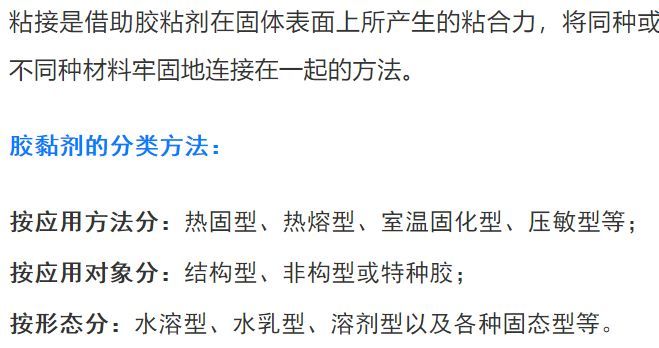
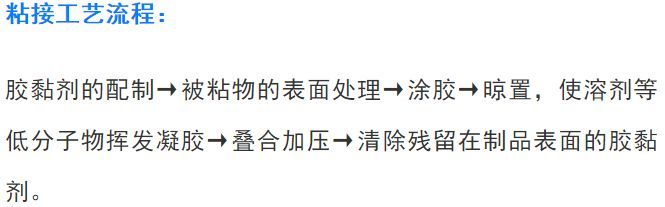
常见胶粘剂和应用:
丙烯酸胶粘剂
▼
典型应用:太空舱、电脑零件

典型应用:造船工业,自动系统
厌氧胶粘剂
▼

典型应用:机械紧固件的丝扣,齿轮和轴承固定
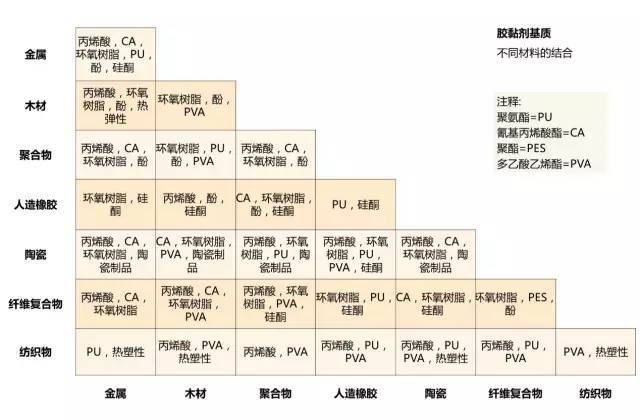
不同材料连接适用的胶黏剂汇总
▼
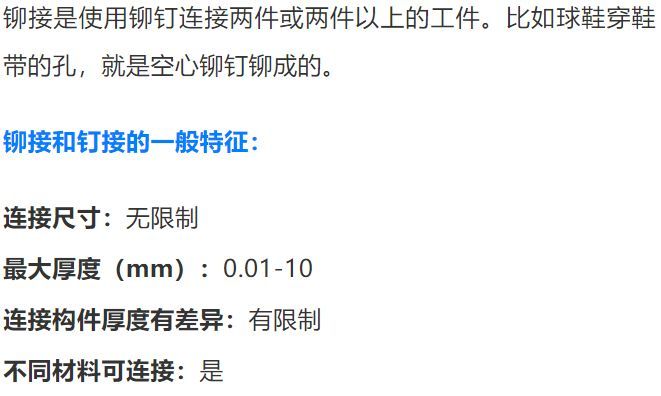
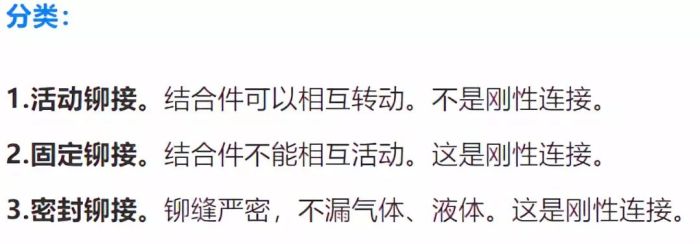
1、铆接和钉接


2、螺纹固定


成本:
弹簧固定快捷而又便宜,在生产和使用过程中减少了装配用的时间和花费。手工的安装不需特别设备。自动的装配线需要昂贵的设备,但是很快捷。
典型产品:
弹簧固定的使用由于材料和形状的灵活而得到越来越广泛地使用,特别用于连接小型或者中型尺寸的聚合对象、金属箱或者板。




埋弧焊是以连续送时的焊丝作为电极和填充金属。
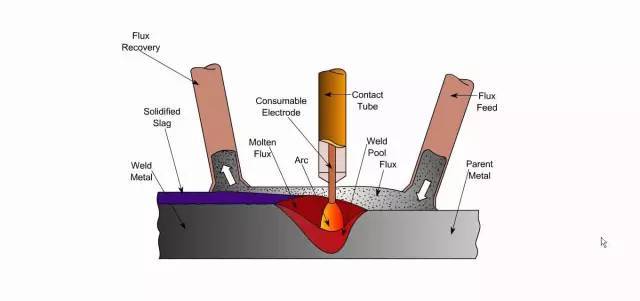
埋弧焊原理图
应用:
埋弧焊已广泛用于碳钢、低合金结构钢和不锈钢的焊接。由于熔渣可降低接头冷却速度,故某些高强度结构钢、高碳钢等也可采用埋弧焊焊接。
3)钨极气体保护电弧焊(TIG)

这是一种不熔化极气体保护电弧焊,是利用钨极和工件之间的电弧使金属熔化而形成焊缝的。
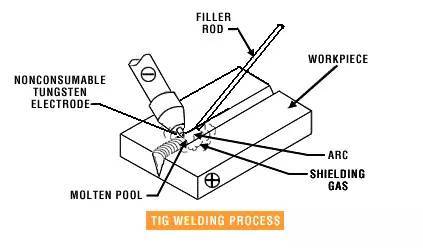
TIG原理图
TIG的优缺点:
4)等离子弧焊

等离子弧焊也是一种不熔化极电弧焊。
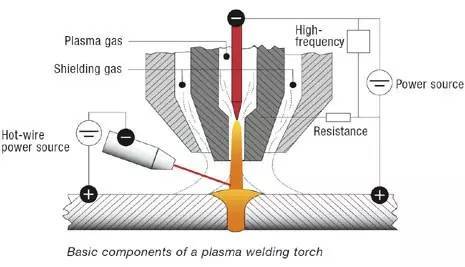
等离子弧焊示意图
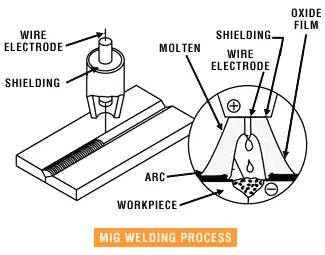
MIG示意图
MIG的优缺点:
优点:
a、GMAW法可以焊接所有的金属和合金。
b、克服了焊条电弧焊法条长度的限制。
c、能进行全位置焊。
d、电弧的熔敷率高。
e、焊接速度高。
f、焊丝能连续送进,所以得到长焊缝没有中间接头。
g、由于产生的熔渣少,可以降低焊后清理工作量。
h、它是低氢焊方法。
i、焊接操作简单,容易操作和使用。
缺点及局限性:
a、焊接设备复杂,价格较贵又不便于携带。
b、因焊枪较大,在狭窄处的可达性不好,因此影响保护效果。
c、室外风速应小于1。5m/s,否则易产生气孔,所以室外焊接应采取主风措施。
d、GMAW是明弧焊,应注意预防辐射和弧光。
应用:
熔化极活性气体保护电弧焊可适用于大部分主要金属,包括碳钢、合金钢。熔化极惰性气体保护焊适用于不锈钢、铝、镁、铜、钛、锆及镍合金。利用这种焊接方法还可以进行电弧点焊。
6)管状焊丝电弧焊
管状焊丝电弧焊也是利用连续送进的焊丝与工件之间燃烧的电弧为热源来进行焊接的,可以认为是熔化极气体保护焊的一种类型。
2.电阻焊


这是以电阻热为能源的一类焊接方法,包括以熔渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。
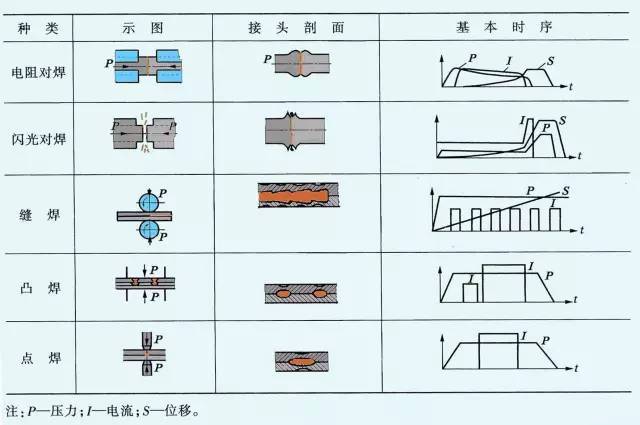
电阻焊种类及特点
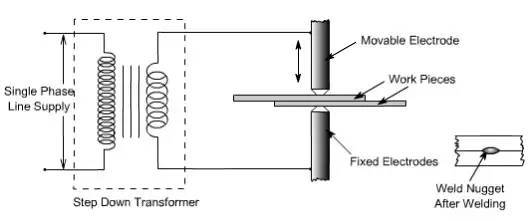
电阻焊原理图
电阻焊的特点:
焊接速度快、焊接变形小、焊接生产率高、劳动条件好,操作易于实现机械化和自动化,不需要填充金属等。但电阻焊设备较复杂、耗电量大,对接头形式和可焊厚度有一定限制.
3.高能束焊
这一类焊接方法包括:电子束焊和激光焊。
1)电子束焊
电子束焊是以集中的高速电子束轰击工件表面时所产生的热能进行焊接的方法。
电子束焊原理图
应用:
主要用于要求高质量的产品的焊接。还能解决异种金属、易氧化金属及难熔金属的焊接。但不适于大批量产品。
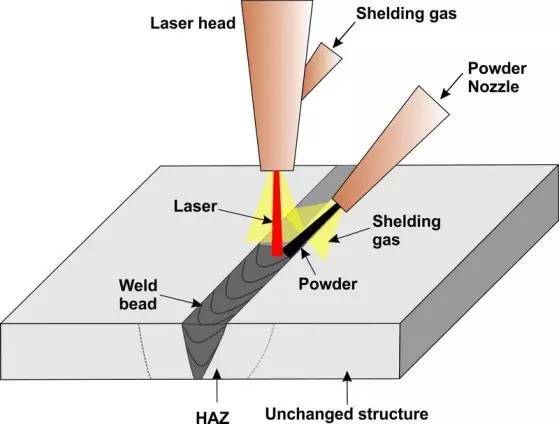
2)激光焊

激光焊是利用大功率相干单色光子流聚焦而成的激光束为热源进行的焊接。
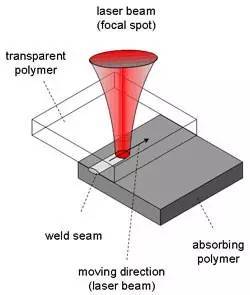
激光焊原理图
激光焊优缺点:
优点:不需要在真空中进行
缺点:穿透力不如电子束焊强。
4.钎焊

钎焊的能源可以是化学反应热,也可以是间接热能。钎料的液相线湿度高于450℃而低于母材金属的熔点时,称为硬钎焊;低于450℃时,称为软钎焊。
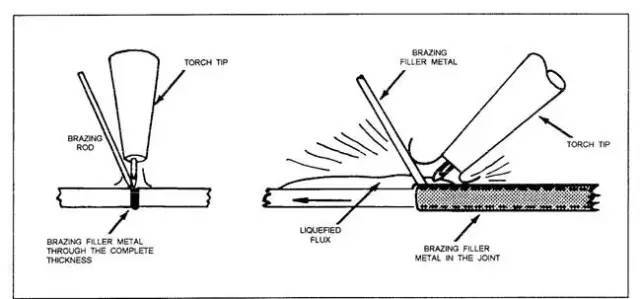
钎焊示意图
应用:主要用于制造管子时纵缝或螺旋缝的焊接
3)气焊
气焊是用气体火焰为热源的一种焊接方法。应用最多的是以乙炔气作燃料的氧-乙炔火焰。
应用:
可用于很多黑色金属、有色金属及合金的焊接。一般适用于维修及单件薄板焊接。
4)气压焊
气压焊和气焊一样,气压焊也是以气体火焰为热源。焊接时将两对接的工件的端部加热到一定温度,后再施加足够的压力以获得牢固的接头。是一种固相焊接。气压焊时不加填充金属,常用于铁轨焊接和钢筋焊接。
应用:
气压焊时不加填充金属,常用于铁轨焊接和钢筋焊接。
5)爆炸焊
爆炸焊也是以化学反应热为能源的另一种固相焊接方法。但它是利用炸药爆炸所产生的能量来实现金属连接的。

爆炸焊示意图
应用:
爆炸焊多用于表面积相当大的平板包覆,是制造复合板的高效方法。
6)摩擦焊
摩擦焊是以机械能为能源的固相焊接。它是利用两表面间机械摩擦所产生的热来实现金属的连接的。
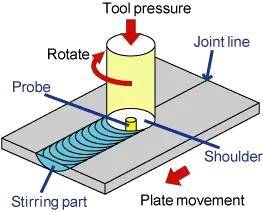
摩擦焊示意图
应用:摩擦焊还可以用于异种金属的焊接。要适用于横断面为圆形的最大直径为100mm的
工件。
7)超声波焊
 8)扩散焊
8)扩散焊
扩散焊一般是以间接热能为能源的固相焊接方法
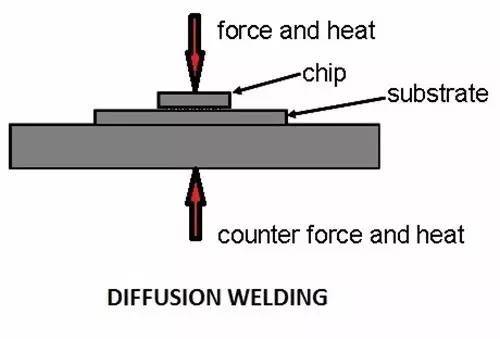
扩散焊示意图
应用:
可以焊接很多同种和异种金属以及一些非金属材料,如陶瓷等。扩散焊可以焊接复杂的结构及厚度相差很大的工件。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论