前处理、电泳线机械化输送方式
在涂装车间,前处理、电泳线的设计中被涂物输送方式的选择和输送设备类型的选用十分关键,技术性强,直接影响面积、空间利用率和整个工程的投资。
现代汽车工业涂装都是流水作业,无论是间歇(步进)式生产,还是连续式生产,被涂物(工件)在车间与车间之间、生产线与生产线之间以及工序与工序之间的转移都是靠各种各样的机械化运输设备来实现,被涂物在涂装生产过程中的旋转、翻转、倾斜摆动、按程序动作、升降、变节距、变数、识别计数、自动转挂和储存等按工艺需要的工作和整个生产过程的自动控制,也都是靠运输设备来实现的。机械化运输系统贯穿工业涂装生产的全过程,是现代化大量流水涂装生产线的动脉,是涂装车间的关键设备之一。它的功能、可靠性和先进性直接影响涂装生产线的开动率、生产率和涂装质量。
在涂装车间,前处理、电泳线的设计中被涂物输送方式的选择和输送设备类型的选用十分关键,技术性强,直接影响面积、空间利用率和整个工程的投资。
可选择的机械化方案
1.推杆悬链(OHC)
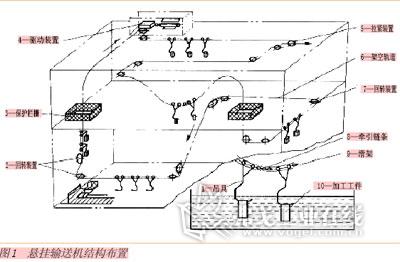
悬挂输送机由牵引链条、滑架、吊具、架空轨道、驱动装置、张紧装置和安全装置等组成,结构布置如图1所示。
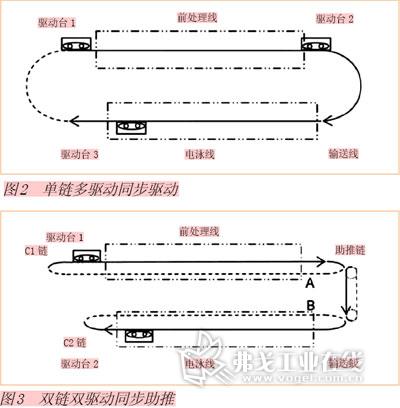
OHC最大的优点是可以在任意点停止,并可以积存起来,也可以根据需要重新开始运行,既有输送功能,又有存储功能。但OHC应用在前处理、电泳线上时,由于存在上下坡,吊具及车身重量较大,即输送链推头负载较大。为避免在上下坡段出现溜车情况,将输送机轨道设计为压紧轨,只有在输送转换传递区域才是正常的积放轨。这样在压紧轨区域,输送链推头与吊具确保不脱开,同时也失去了积放功能。常见的方案有单链多驱动同步驱动(见图2)、双链双驱动同步助推(见图3)和多链多驱动同步传递(见图4),图2、图3和图4中实线段为压紧轨,虚线段为回链。
OHC的特点是设备原理简单,投资少,制造相对容易,运行速度快。相比摆杆链、多功能穿梭机及Rodip输送机,OHC在国内应用已很成熟,国内能自行设计、制造和安装调试。
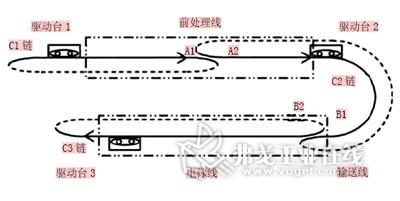
图4 多链多驱动同步传递
2.摆杆链
摆杆链由传动装置、张紧装置、回轮装置、链条轨道和前后摆杆等组成。摆杆输送机(见图5)用两台减速电机同步传动,输送机的速度根据工艺要求需要调整,摆杆系U形件,两端部分别安在摆杆输送机的两侧链条上,摆杆可在套筒滚子链上转动,供上、下坡时摆动之用,轴向一端固定,一端自由。摆杆输送机一般与滑撬输送机系统配套使用,滑撬放在U形摆杆的支撑杆上,电泳电流通过电刷导入,通过支撑件传给车身。摆杆中间安有一导轮,供摆杆返回时导向之用。回转链轮及其支座皆为焊接结构,输送机中间的回转链轮均固定在前处理和电泳设备的室体上,为防止溶液溅到链条上,在链条内侧安装有防水板,链条之下安有接污盘。为便于检修,输送机的两外侧安有辅助轨道、手动葫芦和滑车。滑撬通过入口处驱动滚道同步进入并装在摆杆上。
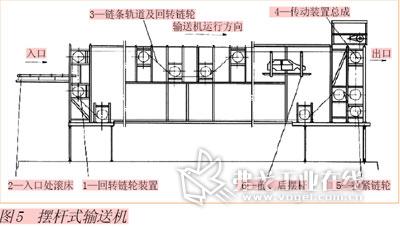
摆杆输送机是用以代替自行葫芦和积放式悬挂输送机的,它适用于高质量要求的大量流水生产的前处理、电泳涂装线。它优于悬挂输送机之处在于:摆杆式输送机放置在工艺槽的两侧,消除了输送机在运行过程中带给被涂物的污染;摆杆式输送机入槽角度为45°,远大于输送机入槽出槽角度(25°~30°),节约工艺设备的长度,但就造价而言,比悬挂输送机略高。
3.全旋反向输送机Rodip
全旋反向输送机Rodip是一种新型的前处理、电泳用输送设备,用以代替悬挂输送机和摆杆式输送机。
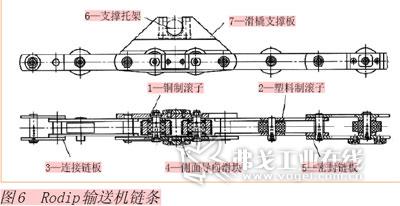
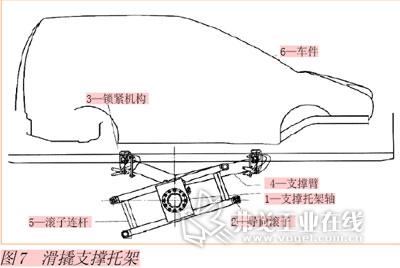
Rodip输送机的上轨道和承载牵引轨为一直线轨道和链条,制造和安装都比较简单。链条上按照车体载荷的节距装置有一滑撬支撑托架支座,此滑撬支撑托架支座用以放置滑撬支撑托架,滑撬放置在此托架上,用锁紧机构锁紧,车体和滑撬依靠导向滚子在特制的轨道上行走,实现车体的旋转,可以自由旋转360°。根据所设置的导向滚子轨道,车身入槽时,旋转180°,后底部向上,尾部向前,反向前进,再旋转180°出槽,实现反向浸渍。Rodip输送机链条如图6所示,滑撬支撑托架如图7所示。
此种输送机工艺性能好,输送机长度短,可节省投资费用,运行成本低,特别适用于单品种大批量生产的涂装车间。对于多品种生产,由于360°翻转对车身锁紧孔的强度、结构尺寸要求较高,易发生工艺孔变形或滑脱,导致车体掉入槽中,故应慎选。
4.多功能穿梭机
多功能穿梭机是前处理电泳用的一种新型输送设备,它的最大特点是根据不同车型来分别优化不同浸入角度、翻转方式和前进速度,来满足最佳处理方式。为了得到最好的质量,通过PLC的控制,车身可以灵活地以不同位置和朝向通过槽体,多功能穿梭机使设备大大缩短,从而可用于前处理电泳设备,可代替摆杆式输送机或其他运输设备。

多功能穿梭机是一种单独的输送设备,在前处理、电泳线上可根据工艺及产量的需要安装多台多功能穿梭机,此多功能穿梭机有三个驱动装置,其轨道跨越于设备的两侧构成一环形的闭合线路。为便于检修,工作人员在线路上设置了检修轨道。多功能穿梭机横截面图及示意图如图8所示。
结语
涂装车间前处理、电泳线由于机械化输送方式及设备类型的不同,会使整个工艺方案和工艺平面布置图发生变化。输送方案设计的好坏,不仅影响到处理工艺的特性和产品质量的好坏,也直接影响到项目的投资及工厂的经济效益。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论