变速器振动和噪声在线检测
变速器为整车传递动力,是连接发动机和底盘的重要零件。在制造过程中需对变速器进行出厂振动与噪声检测试验,对进一步验证变速器装配正确性,保证装配质量起到至关重要的作用。本文以某变速器试验台架为例,进行检测分析。
变速器台架试验的种类和项目种类繁多,按变速器的试验项目可分为3类:汽车变速器台架试验项目、变速器出厂检验试验项目和变速器日常质量评价试验项目。按变速器的考核项目分为4类:齿轮、轴、轴承以及壳体类耐久;同步器、换挡类耐久;选换挡性能;油品及密封性。按用户使用感受可分为2类:变速器振动和噪声检测以及换挡力检测。
其中,变速器的振动与噪声是衡量变速器质量好坏的主要指标之一,也会直接影响用户感受。故在实际生产中对变速器的振动与噪声检测应科学合理,图1为某生产线的变速器试验台架。

变速器台架检测流程
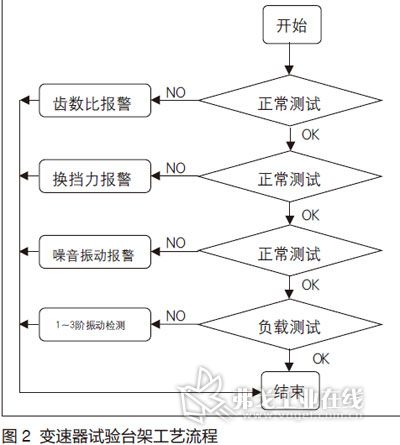
变速器台架由一台驱动电动机和两台加载电动机组成电封闭系统,并可以通过修改加载电动机的参数改变变速器加载转矩,优化变速器试验参数,利于变速器故障排查。台架试验前,对变速器定量注油;试验后,抽掉变速器内的润滑油,整个工艺过程(见图2)由设备自动完成。
变速器振动和噪声在线检测原理
变速器噪声的形式虽然比较复杂,但主要来自于齿轮和轴承工作过程中产生的噪声。变速器箱体作为一个封闭的结构,齿轮啮合冲击噪声和轴的振动一部分通过箱体传播到空气中形成一次空气声,还有一部分通过箱体壁的振动传播到空气中形成二次空气声。通常噪音接收面积相对越大,对噪声辐射贡献也会越大,测试设备选取变速器的主要噪声辐射面之一的上表面作为振动和噪声检测面。
当变速器到位后,电动机通过花键套带动一轴转动,差速器左右花键轴给变速器一定负载,模拟整车上的工况,由安装在上表面的接触式振动测头收集整个测试循环的检测数据,采集的数据经由分析软件对变速器的品质做出判别。整个过程分为正常测试和加载测试两部分,正常测试是在不同转速下对变速器进行常规的换挡试验,加载测试的目的是对变速器在加载工况下的品质进行检测。正常测试和加载测试的区别在于评价标准,加载测试是对正常测试的补充和加严,即增加对变速器一阶振动、二阶振动和三阶振动的检测。
1.正常测试
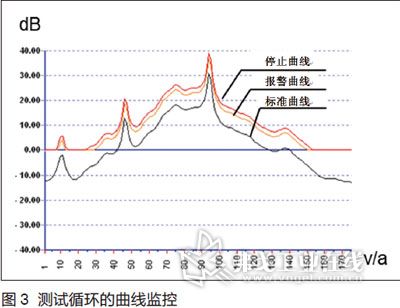
通过对变速器进行换挡试验(5挡→4挡→3挡→2挡→1挡→N挡→R挡→N挡→1挡→2挡→3挡→4挡→5挡),对各档位加/减速的振动曲线进行检测并与标准振动曲线进行比照,判别的主要评价指标为振动点数和振动密度。现生产变速器受零件批次、设备精度及稳定度和装配质量等因素影响,其整体装配品质从细微角度来看都存在差异,而这种差异是不可避免的,也是可以接受的。通过对比,我们发现哪怕是同一台变速器经过重复进行台架测试其每次的测量数值都是不同的。为甄别变速器的试验差异是否影响质量,除了“标准曲线”外,循环测试中还引入了“报警曲线”和“停止曲线”,测试循环的曲线监控如图3所示。
2.负载测试
变速器在80N.m转矩下,完成2挡→3挡→4挡→5挡→N挡的换挡过程。负载检测主要的目的是在有一定负载下进行加速减速循环,对变速器的振动进行监控。监控项目主要为各挡位齿轮和主减速齿的一阶/二阶/三阶的振动频率,每个速比下的测试,可以获得H1/H2/H3频率对应的3个加速曲线和3个减速曲线。
变速器振动和噪声在线检测的失效分析
变速器的结构形式复杂,每个零部件的故障都有可能引起变速器整体故障。不同零件在变速器总体故障失效中所占的比例如表1所示。
引起变速器失效的主要有三类零件:齿轮、轴承以及轴。这三类零件失效比重之和占据了近90%,其中齿轮的失效更是占了总失效比的近60%。

1.变速器齿轮噪声分析
齿轮噪声来源大致可以分为4个方面:设计﹑制造、安装和使用维护。
(1)设计方面影响因素:精度等级的选择不当;齿轮参数的选择不当(如对于适配乘用车的变速器,通常采用较小系列的模数同时齿轮宽度较大,从而使齿轮啮合噪声较小也保证了齿轮强度);结构的选择(如能使用腹板式结构时尽量使用腹板式的结构,以降低齿轮自身的固有频率,从而减少齿轮啮合过程中的噪声)。
(2)制造方面影响因素:齿轮误差(如齿形误差、齿距误差和齿向误差);齿轮粗糙度。
(3)安装方面影响因素:主要体现在装配时齿轮的同心度和平衡性,特别是对高精度的齿轮啮合,其平衡性的好坏直接影响了齿轮的传动质量的高低。
(4)使用维护方面影响因素:齿轮表面粗糙度和齿轮适当的润滑。
2.变速器轴承噪音分析
轴承在变速器总失效比中占了19%,是变速器噪声的来源之一。据统计,在使用轴承的旋转机械中,大约有30%的故障都是由于轴承引起的,可见轴承的好坏对机器的工作状况影响很大。轴承的主要噪声源包括滚道、保持架和故障噪声3个部分。
(1)滚道噪声
轴承的工作主要是轴承滚动体与滚道发生相对的滚动,而滚道与滚动体的接触实际成了一个弹性的非线性振动系统。滚道在加工过程中难免会产生一些误差,如表面会存在一些类似波纹的粗糙度,因此轴承在工作过程中便会产生一定的滚道噪声。
(2)保持架噪声
滚动轴承在工作过程中,滚动体与保持架之间必然会存在一定的摩擦,特别是当系统的润滑条件不好时,保持架会发出一定的噪声。
(3)故障噪声
当轴承的质量高,润滑条件好的时候,轴承发出的噪声能量会很小,当轴承发生故障时,无论是滚动体与保持架还是滚动体与滚道之间发生故障都将直接会产生一些噪声。
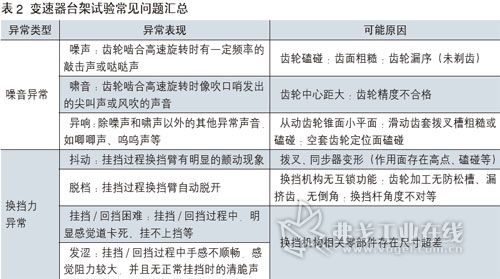
除了以上提到的噪声异常较为常见,换挡力异常也是目前生产中出现比较多的问题。变速器台架试验常见问题汇总如表2所示。
结语
变速器是汽车动力系统的重要组成部分,其质量的优劣、工作是否正常涉及到汽车的工作性能,它的工作噪声不仅是汽车总体噪声的重要来源,而且也是其质量优劣的重要标志之一。正因如此,许多汽车生产商越来越重视变速器振动和噪声的在线检测,如果能在生产线就检测出变速器的问题并及时修正,那对变速器质量检测来说意义非常重大。变速器振动和噪声的在线检测受产品结构、设备结构、零部件状态和工艺参数甚至生产环境等方面的影响,给提升检测的准确度带来极大挑战。这就要求我们必须从工艺规划、设备投资到产品预批量等各个环节对上诉影响因素采取必要的技术手段和生产管理措施,使各个因素受控、可控,从而有效保障产品质量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论