浅谈加工中心精镗曲轴孔工艺方案
发动机生产线的设计柔性要求越来越高,客户对产品的质量要求也日益提高。随着产品设计系列化,在关键功能特征设计要求基本相同或类似的情况下,生产线工艺需考虑多种机型产品质量控制的稳定性。当前机加工生产线如缸体缸盖设计基本都是由加工中心设备配备辅机进行建造,加工中心的使用可快速满足产品更新换代的柔性生产需求。
发动机曲轴孔最终加工质量水平直接影响发动机的噪声和油耗等水平。曲轴孔加工工艺一般经粗加工、主轴承盖安装、精镗和珩磨等工艺后最终达到图样要求。生产实践表明,生产过程中采用浮动铰珩的工艺主要提升了孔的形状公差等级,对位置公差基本无影响。因此曲轴孔精镗工艺路线的选择对最终位置精度起到了决定性作用,特别是柔性生产线中对长期生产稳定性及过程能力的要求。
曲轴孔精镗工艺要求
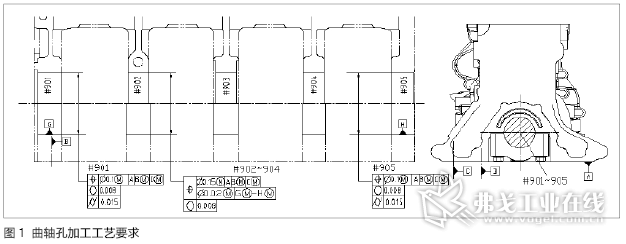
某4缸发动机缸体曲轴孔精镗工艺如图1所示,直径公差要求为±0.015 mm,位置公差采用复合位置度控制,精镗后圆度和圆柱度工艺尺寸分别为0.008 mm和0.015 mm。其中前后端面曲轴孔位置度为0.1 mm、中间三档相对位置度为0.02 mm要求相对较高。
缸体曲轴孔精镗工艺方案
柔性生产线选择的曲轴孔精镗加工工艺,行业内一般采用专机或加工中心方案来完成产品的加工。如表1所示,加工中心的高柔性、专机加工稳定性和设备维护要求表现各有所长。
当前柔性生产线上普遍采用加工中心,曲轴孔精镗的加工工艺普遍采用两种工艺路线:长短镗刀加工方案,短镗刀加工出导向及预支撑孔;采用专机概念的带导套支撑的线镗刀方案。这两种方案加工柔性和能力各有所长。由于专机的投资及后期改造成本最高,本文在此不进行论述。
1.加工中心采用长短刀的方案
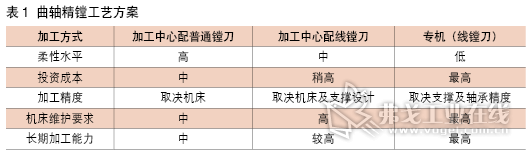
该加工方式的基本思路为:短镗刀完成前两孔的加工,长镗刀则利用预加工出的前两孔作为支撑完成后续孔的加工。因为此预加工孔条件,对于作为支撑的导条尺寸的切削液润滑条件要求较高。
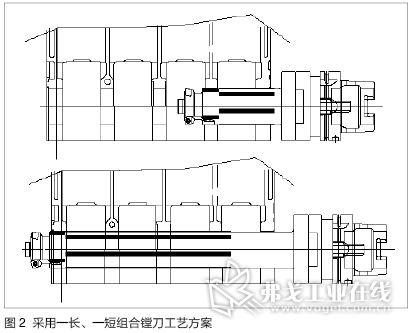
如图2所示,短镗刀完成曲轴前两孔的加工,长镗刀进入后利用导条作为支撑完成远端三孔的加工。日常运行维护最为简单,加工运行能力数据有变异时,通过补偿坐标系即可完成调整。唯一的不足是长期运行后,远端曲轴孔位置度能力因加工振动,刀具受自重、挠度影响,导条磨损及导向孔直径控制水平极大地影响了位置度能力控制。如图3所示,刀具因自重影响,曲轴孔连线方向从进刀远端有向下垂的趋势(正常在0.01 mm以内),但不同厂家的毛坯硬度控制存在差异,前后端加工中心差异为0.03 mm。如果加工系统再稍有偏差,曲轴远端孔的加工能力将无法达到1.67以上。
为消除长镗刀挠度影响,行业内部分工厂实践中有利用调头加工的方案,但工作台的回转精度对加工能力有至关重要的影响。
另外,刀具的加工质量受导条的影响较大,长镗刀理想加工过程中是导条与已加工孔之间形成一层动态的润滑油膜;但实际过程中短镗刀加工的直径状态因磨损而大小不一,加工过程中冷却液过滤精度不够,导致导条加速磨损。当前导条磨损后,只能发回刀具厂家进行修复,成本和时间要求较高。生产过程中为了控制过程质量,刀具常常采用定机床使用的策略。
2.加工中心采用带轴承套支撑的线镗刀
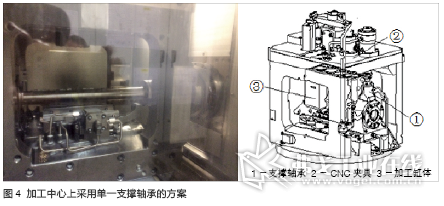
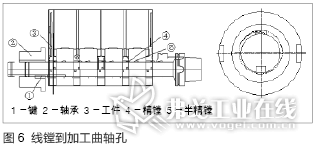
根据加工质量的需要,采用与专机类似的支撑方案利用线镗刀来完成加工:在CNC夹具加工的远端或同时在近、远端安装支撑轴承,在考虑产品设计要求前提下,工厂采用了只在加工远端有支撑的方案。如图4所示,CNC夹具上带有支撑轴承,加工缸体加工时采用的线镗刀远端可以进行有效支撑。相比专机方案,加工中心上还具备一定的柔性加工能力。通过生产实践,设备加工稳定,验收过程汇总整体加工能力与CNC的长短刀加工相当,但长期生产过程中距主轴端远端的加工能力显著提高。
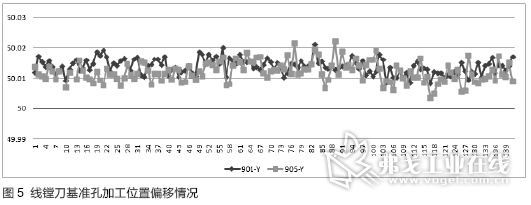
在机床运行状态较好的条件下,其加工质量表现恒定,如图5所示,曲轴孔前后端基本在同一中心高度上:未出现长短刀方案因加工切削振动及刀具挠度影响Y向偏斜的情况。
加工中心采用线镗刀方案的缺点
1.控制系统相对复杂
在加工中心上“一面两销”的定位方案基础上,轴承孔的中心位置相对定位装置的精度要求较高。支撑轴承结构加工精度和安装要求较高,对运行维护的要求较高。轴承孔中心在夹具上的相对位置直接决定了进刀的位置和主轴进刀的旋转角度等。进刀前,须确保工件抬起到制定位置,避免进料前刀具撞到工件上;加工过程中控制系统复杂:工件在夹具定位后,工件被抬起以便线镗刀上的键槽与轴承上的键配合实现刀具的支撑。在此过程前,轴承的锁止机构要有效地将轴承锁定到预设位置防止进刀时刀体与键槽的干涉碰撞;工件再落到定位面后,刀具退回过程即实现了曲轴孔的半精镗和精镗加工。退刀时,再次重复上述动作,以防止精镗刀片刮到已加工平面。整个加工过程中必须合理设计各动作确保动作顺序可靠及过程有效监控,才能避免发生加工干涉及撞刀等故障。
2.质量控制调刀要求高
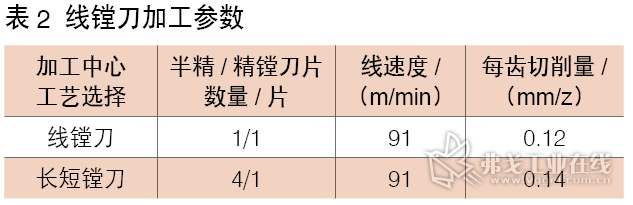
相比加工中心“长短刀”的方案,线镗刀每一档的刀片高度尺寸需要单独调整,当员工调整不一致时,各档的直径大小就存在差异,严重时会影响珩磨后尺寸如同心度的控制。合理选用刀片及设计加工参数可以有效避免断屑及曲轴孔边缘毛刺问题,如表2所示,在相同线速度下,线镗刀的每齿切削量与“长短镗刀”参数相当,但刃口磨损后,很容易在曲轴孔边缘形成翻边及毛刺。
结语
生产实践表明,加工中心长短镗刀方案中,刀具磨损一段时间后需要定期回刀调整刃高差才能保证加工表面质量;孔加工位置的偏差很容易通过坐标补偿方式得以改善。加工中心上采用线镗刀加工方式,加工寿命稳定,加工过程中无需下刀重调刀片尺寸,减少了换刀时间和频次,但是专机的思路设计,如位置波动时坐标系无法补偿,以及发现加工坐标发生偏倚导致过程能力问题时,只能通过调整硬件如定位销和支撑轴承的相对位置加以解决。精调位置的解决过程相当的费时费力,因此日常对系统的保养监护要求较高,如运动部件气检系统有效性、夹具定位元件磨损状态检查。
本文针对柔性线上常用的两种曲轴孔加工方式进行了加工方案及运行能力的对比,工厂可以根据自身情况选用适合需求的工艺路线。经过大批量生产运行考验,长短镗刀工艺方案简单但刀具后期维护成本高;线镗工艺在大批量生产下可有效解决曲轴孔远端的位置度长期运行加工
能力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论