行李舱亮条与侧围间隙小问题分析与解决
北京奔驰 V205 车型是北京奔 驰品质飞跃的首款车型,自此款 车起,北京奔驰车型的产销量开 启两位数的增长模式。V205 车型 也是目前市场上销量最好的豪华 车之一,连续数月蝉联同级别车 型销量冠军。目前该车型在全球 4 个工厂同步生产,是戴姆勒全球 框架下的主力车型。
面对市场的白热化竞争,车 企深信只有不断提升成车质量才 能让企业立于不败之地。2017 年 7 月,在质量部成车静态评审过程中,考核人员发 现,V205 车型行李舱亮条与侧围间隙过小,影响 整车外观质量,同时在开关行李舱时存在与侧围磕 碰的风险。仔细查看发现,间隙小的一侧,行李舱 镀铬亮条已经长于行李舱总成(图 1),与侧围距 离不足 2.3 mm,在线排查发现,个别车辆行李舱 镀铬亮条与侧围间隙不足 1.5 mm,并且与侧围间 隙小的现象在行李舱亮条左右两侧都有出现。

质量部门在成车下线区设置质量检查点,针对 此问题对下线车辆进行 100%检查,并记录检查结 果。缺陷车数量及缺陷分布比例如图 2 所示。
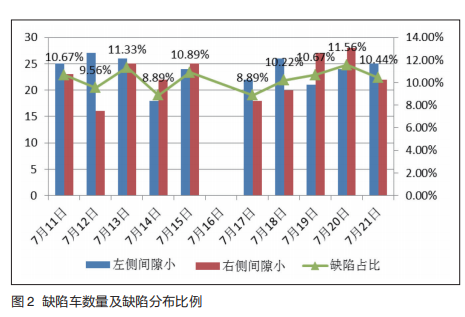
从统计数据可以看出,每日间隙问题缺陷车数量在 40 台车到 50 台车左右,缺陷占比接近 12%, 照此推算每月将出现 1 400 台左右的缺陷车需要修 复,这给公司增加了大量人力物力成本。除此之外, 一旦缺陷车辆流入市场,交到客户手中,这无疑将 对奔驰品牌造成难以估量的影响,因此该问题必须 尽快解决。
原因分析
1. 总装装配工艺确认
(1)行李舱镀铬亮条安装过程确认 V205 行李舱亮条与行李舱总成安装整体可分 为三步:
首先,将亮条中部的定位卡扣对准行李舱 上段的相关定位孔,轻拍压入。
其次,安装人员将亮条背面的 保护胶带撕掉,同时由中间向 两端按压亮条,按压过程中需 考虑亮条与行李舱上部的间隙;
最后,操作者手持按压滚轮, 由亮条中部向两侧用力辊压,让亮条与行李舱完全贴合。经过 随机抽查,在亮条装配过程中并 未发现异常,亮条装配过程合格。
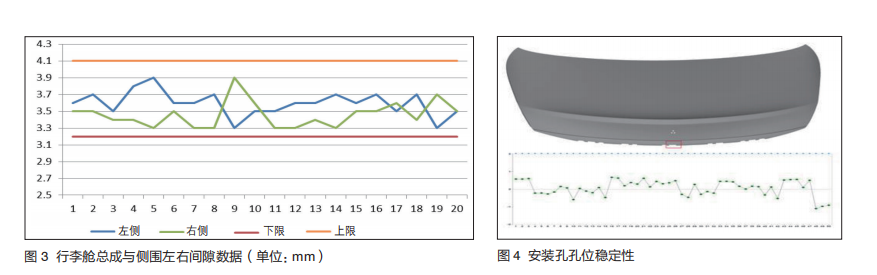
(2)行李舱总成装调过程 确认 亮条安装完成后,在内饰工 位下线前,操作者会对行李舱姿 态进行调整,以满足与侧围的间 隙和评审度要求。 行李舱两侧与侧围的理论间 隙值应为(3.7±0.5)mm,在 线随机测量 20 台车,两侧测量 数据如图 3 所示。两侧间隙均在 合格范围内,行李舱装调过程合 格。
2. 相关零部件尺寸确认
(1)行李舱亮条尺寸确认 由于行李舱亮条属于粘接 工艺,零部件从问题车上取下后 已经变形,无法进行测量,应采 用多批次小批量测量方法对全新 的镀铬条进行测量。亮条长度 单侧公差为 ±0.5 mm,测量样 本选自 7 月份正在使用的镀铬亮条,共 6 个批次,60 件,在 CUBING 上进行检测,测量结果 如表所示。
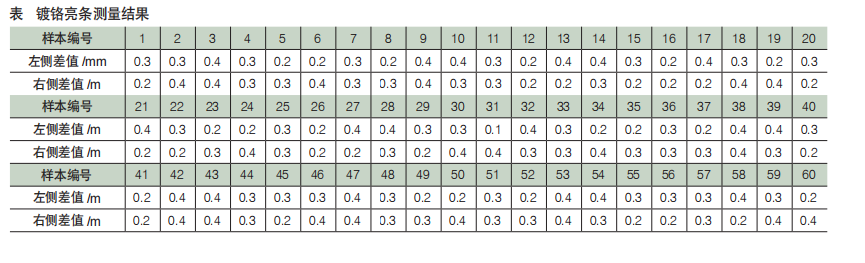
通过测量结果可以看出, 镀铬亮条长度全部在公差上限, 但在公差范围内,零部件合格。
(2)侧围行李舱开口尺寸 侧围行李舱开口区域在装焊 制造期间全程由机器人完成,并 且每日抽取一台车进行测量,从 系统中调取了 6 ~ 7 月的测量报 告,三坐标报告显示侧围行李舱 开口区域尺寸在 0.2 mm 以内波 动,属于正常波动范围,未出现 异常波动,侧围行李舱开口尺寸 状态合格,对此问题无贡献。
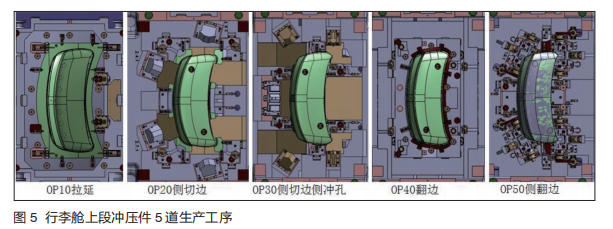
(3)行李舱镀铬条安装孔稳 定性 行李舱上段的安装孔直接决 定了镀铬条的安装位置。就安装 孔孔位状态,统计了近期冲压件 三坐标报告如图 4 所示。
可以看出,近期后亮条安装 孔尺寸呈现不规律波动,此波动 将直接影响行李舱亮条的安装位 置,当孔位偏差为负值,将导致 镀铬亮条与左侧围间隙偏小。同 理,偏差为正值,将出现右侧偏 小。据此可以断定,镀铬亮条孔 位波动是造成行李舱亮条与侧围间隙小的根本原因。
改进措施
1. 临时解决方案 针对目前下线的问题车辆, 通过调整行李舱高度调节旋钮, 将行李舱高度略向上调整,在确 保不出现平顺度问题的前提下, 以此来保证侧围与亮条的间隙。 此方案可以修复绝大多数问题车 辆,极少数无法修复的车辆,将 更换行李舱总成。
2、最终解决方案 最终解决方案还需从行李舱 冲压件角度入手,找出孔位波动 的根本原因,提升安装孔孔位稳 定性。 行李舱上段冲压件,在冲压 生产过程中共分为拉延、侧切边、 侧切边侧冲孔、翻边及侧翻边共 5 序(图 5),镀铬条安装孔在 OP30 侧冲孔工序完成。
将 OP30 模具打开,对模具 各项工作机构逐一排查,未发现 不稳定现象。跟踪生产过程发现, 零部件在 OP30 模具中定位稳 定,零部件不存在左右晃动现象, 各斜楔运行状态正常,可以排除 孔位偏差由 OP30 工序引起。
对现有三坐标报告仔细分 析,仍无法找出孔位波动的原因 所在。与质量部门沟通,将安 装孔两侧的辅助安装孔都进行 加测,测量结果显示,所有孔位 都具有相同的波动趋势(图 6)。
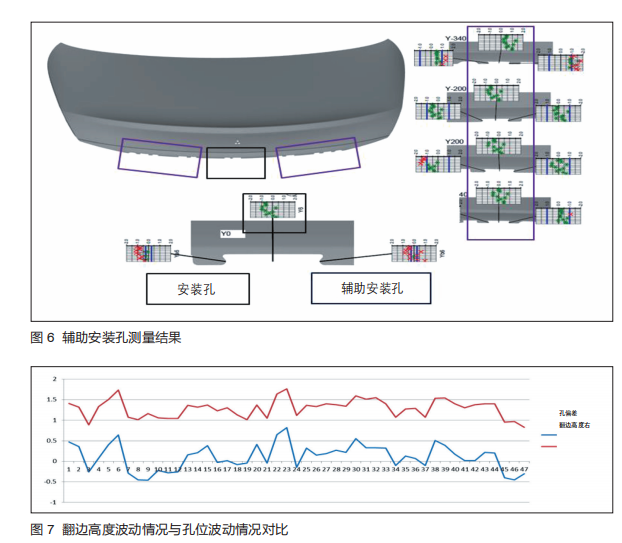
由于安装孔与辅助安装孔由两套 模具生产,两套模具出现相同偏 差趋势的概率几乎为 0,由此推 断此现象很可能由后续过程导 致,选取翻边高度波动情况与孔 位波动情况做对比。
通过图 7 可以看出,孔位 波动趋势与翻边高度波动趋势 基本相同,说明孔位不稳定与 OP40 翻边工序有直接关系。在 线查看 OP40 模具状态,OP40 零部件与模具两侧定位杆各存在 0.7 mm 左右的间隙,零部件在 模具运行期间左右存在晃动。调 整两侧定位档杆与零部件的间隙 至 0.1 mm,取 5 件调整后的零 部件进行三坐标测量,安装孔孔 位稳定。后又对该零部件做长期 跟踪,安装孔孔位状态依旧稳定。 自模具调整之后,缺陷车 数量明显减少,每日缺陷车数 量由 50 台左右迅速下降至 3 台 以内。又经过 2 个月的观察, 镀铬亮条与侧围间隙小问题已 被彻底消除。
结论
在整车生产制造过程中,将 会遇到各种问题,我们需归纳出 与问题相关的所有因素,并制定 出影响因素的优先级,由高到 低、从生产末端向生产前端逐一 排查。此问题通过对装配过程、 零部件尺寸、车身尺寸的仔细确 认后,最终将问题原因锁定在镀 铬亮条安装孔孔位精度上,通过 优化冲压件孔位稳定性,将该问 题彻底解决。在解决该问题的同 时意识到,冲压零部件的一些尺 寸关键区域,在零部件设计过程 中应考虑增加精定位,以保证零 部件获得更好的尺寸精度。已将 此问题的解决经验反馈到开发部 门,在后期车型的开发中,此经 验将广泛运用,从根本上避免此 类问题的重复出现。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论