浅谈铝合金车架制造工艺及应用前景
随着消费的升级、竞争的加剧和国家超载超限劝返政策的实施,商用车的轻量化成为商家竞争的蓝海市场,轻量化不仅能降低油耗,还提高了有效载重量,从而提高运输效率,降低运输成本。本文主要针对对挤压型材的车架结构加工工艺进行探讨。
铝合金车架结构
车架作为整车重要总成部件,支撑并连接汽车各零部件,承受各零部件的重量及行驶中的冲击、扭曲和惯性力,足够的强度和刚度是汽车承受内外载荷的关键。考虑以上受力情况,目前铝合金车架有两种设计方向:方向一是铸锻结构的铝合金车架,要根据车架受力特点进行全新的设计,因此车架结构也不同于钢车架,可实现复杂的零部件断面和结构,同时原材料也进行针对性开发。方向二是通过铝合金挤压型材进行二次加工,实现相对规则断面的零部件结构,车架设计基本是在原有钢车架的基础上进行二次设计,原材料采用成熟的5 系和6系铝合金。铝合金车架较钢车架减重达40%左右,大幅提升整车的轻量化水平。
铝合金车架常用材料
根据铝合金加工工艺的性能特点,可分为铸造铝合金和变形铝合金。
1)铸造铝合金:由于冷却时有共晶反应发生,所以流动性较好,适于铸造生产。
2)变形铝合金:加热时能形成固溶体组织,塑性较好,适于变形加工。如防锈铝合金、硬铝合金、超硬铝合金及锻铝合金。变形铝合金根据其强化特点可分为可热处理强化的铝合金和不能热处理强化的铝合金。
5 系铝合金代表为5052、5005 和5083 系列,属于较常用的合金板系列,主要合金元素为镁,含镁量(质量分数)为3%~ 5%,又称为铝镁合金。
主要特点为密度低、抗拉强度高、延伸率高以及疲劳强度高,但不可以做热处理强化。在相同面积下铝镁合金重量低于其他系列,在工业中应用也较为广泛。5 系铝合金板属于较为成熟的铝板系列之一,可用于折弯类横梁或连接板。
6 系铝合金代表为6061、6063 及6082 系列,其强度虽不能与2 系或7 系相比,但其添加镁、硅合金后具有加工性能好、焊接性能好、韧性高及加工后不变形等优良特点。
铝合金车架工艺
1. 铝合金数控冲孔
(1)5 系铝合金:用5052-H32 板材作为试验材料,通过平板数控冲孔验证,由于5 系材质软且延展性较好,数控冲孔压痕、毛刺、塌角及划痕较明显,同时冲孔后板料存在翘曲问题,经初步验证不适合数控加工,如图1 所示。
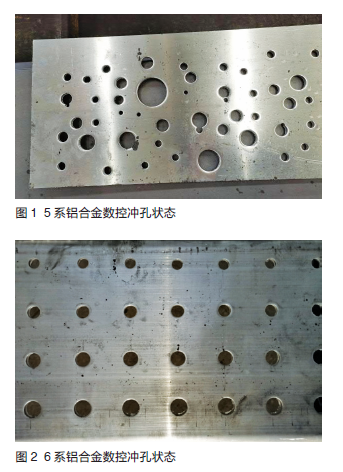
(2)6 系铝合金:用6061-T6 挤压型材时效强化后作为试验材料,通过三面数控冲孔验证,材质相对较硬,刚性较好,数控冲孔压痕和毛刺较轻,接近钢材数控冲孔效果(图2)。初步评估满足数控冲孔工艺,轻微的压痕和划痕后续采用喷粉工艺,可以完全覆盖。但验证使用的设备都会加工钢材,上下料及废料排出都依靠磁力吸附,铝材加工需要重新设计方案并改造。同时冲裁间隙为5%~ 8%,需要根据铝材进行验证和调整,但6 系铝合金变截面纵梁产品适合时效处理后达到力学性能的数控加工,时效处理前涉及切割、时效处理、折弯工艺和焊接工艺等,一方面需要综合考虑纵梁的整体加工工艺,另一方面优先确保纵梁的设计结构简单,优先考虑U形梁,降低制造成本,提高加工工艺性。
2. 铝合金模具成型或折弯
(1)5 系铝合金:通过验证5052-H32 材料延展性较好,可以模具成型或折弯机折弯,横梁采用5 系材料,在满足设计强度要求的前提下,可以采用模具成或折弯的工艺,但需要保证模具型面的清洁度,避免成型过程中渣质导致零部件表面压痕。
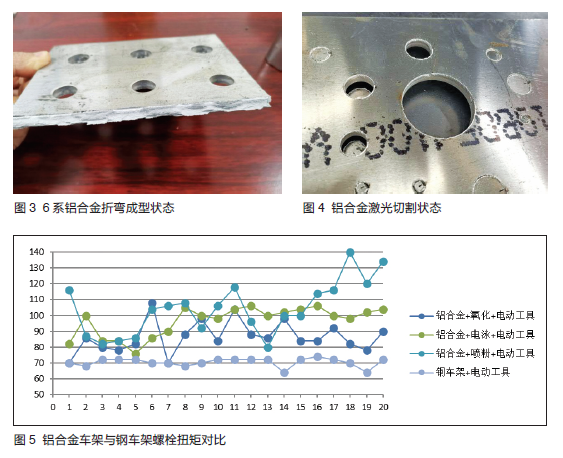
(2)6 系铝合金:通过验证6061-T6 状态,由于材质相对较硬、塑性较差,不能直接模具成型和折弯,折弯120°左右直接断裂(图3),所以6 系材料只能通过挤压得到需要的断面,在时效强化前T4 状态,通过二次加工焊接达到零部件最终状态,最后时效处理达到T6 状态。
3. 铝合金激光切割
通过验证,铝合金切割速度直接影响切割质量,切割速度调到3.2 m/min,切割毛刺较大(图4),切割废渣粘连导致废料不自动下落,当切割速度调整到最低1.6 m/min 时,质量状态相对较好,但单根纵梁切割外形和300个孔大约90 min 左右,与钢材一般切割速度10 m/min 相比,铝合金容易反射光,对光的吸收效率较低,因此激光切割耗能较高,切割速度较慢,导致切割成本较高,同时影响设备寿命,从实际验证的生产效率和质量情况看,铝合金纵梁不适合激光切割。
4. 铝合金铆接和螺栓联接
铝合金材质比铆钉软(铆钉材质一般为ML15),铆接时板材变形严重,不适合采用传统冷墩铆接工艺。通过铝合金螺栓联接与钢材螺栓联接对比,实测静态扭矩与设定动态扭矩对比,数值差距较大并且不稳定,如图5所示。以M10 螺栓为例,拧紧工具设定动态扭矩60 N · m,实测钢车架静态扭矩58 ~ 72 N ·m,铝合金车架静态扭矩80 ~120 N · m, 扭矩整体偏大, 装配时需要对扭矩值有针对性设定并控制。
5. 铝合金车架涂装
铝合金具有强度高、密度小、导电导热性强及力学性能优异等优点,由于有镁、锌等元素,机械强度提高了,但耐蚀性却下降了,根据金属的腐蚀机理,金属在满足以下5 个基本条件下就会受到腐蚀:①阳极;②阴极;③阴、阳极之间存在着连续接触;④电解质溶液;⑤阴极反应物(如氧气、水或氢气)。
铝合金的腐蚀电化学反应为Al → Al3+ + 3e
O2 + 2H2O + 4e- → 4OH-(中性/ 碱性)
2H+ + 2e- → H2(酸性)
按照以上腐蚀机理,铝合金同空气中的氧和水反应产生疏松的不具有保护作用的氧化膜,因此为取得良好的装饰、防腐蚀效果,铝合金一般都经过表面处理,增加有机或无机阻隔层和钝化剂,避免合金与电解质接触面发生阴极反应,使活性腐蚀点减少,从而阻挡水、氧或电解质的渗透,降低腐蚀速率。
常规铝合金采用阳极氧化、电泳及喷粉等表面处理工艺。铝的化学氧化层比较薄,约为0.5 ~ 4 μm,实际阳极氧化工艺膜厚可以达到9 μm,后需进行封孔处理,电泳是在阳极氧化基础上进行透明的树脂膜覆盖,获得7 μm 以上的膜厚,整体膜厚达到16 μm 以上,两种工艺虽可确保自身性能,但均不能形成厚膜, 质软不耐磨,尤其是作为车架零部件的表面处理工艺, 一方面膜厚较薄,不能有效覆盖铝合金产品在自身加工过程中的挤压痕、焊接、磕碰及划伤等加工缺陷,导致外观质量较差;另一方面后续存在大量的装配,在车架装配过程中极易导致磕碰及划伤,破坏薄膜,防腐性能下降,不宜单独使用,因此以上两种工艺均不适合铝合金车架的防腐。
粉末喷涂漆膜厚度可达80~ 100 μm,一方面能够有效覆盖铝合金产品加工过程中的挤压痕、焊接打磨痕、磕碰划伤等缺陷,一方面在装配过程中体现粉末涂层的优异性能,不容易导致装配磕碰划伤,防腐和外观质量都有很大提升。
6. 铝合金车架打刻
铝合金车架打刻主要涉及装配后车架总成的流水号、供应商代码及车架图号等打刻,涉及总装之后整车的VIN 打刻及拓印,因传统刻划式VIN 打刻设备带有夹紧传感器,需感应到铁质材料方能进行夹紧和打刻,经实物验证,铝合金车架样件无法触发传感器,设备无法进行夹紧和打刻操作,临时将薄铁片放置在样件和传感器之间进行触发,存在手部挤伤的风险。另外,对采用的粉末涂料也有相应的要求,确保附着力满足要求的前提下,不能因刻划导致粉末涂料破裂及剥落而影响正常的拓印效果,需要粉末涂料具有一定的柔韧性,不同打刻方式效果如表1 所示。
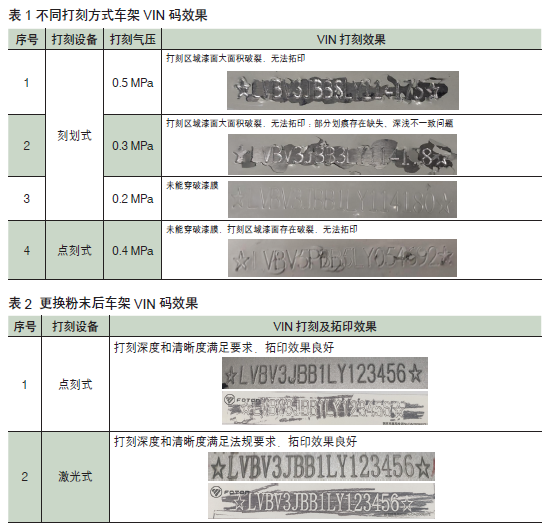
经过粉末选型,选取行业内优异的粉末涂料,采用点刻式和激光式进行验证均满足VIN 打刻及拓印要求,且激光式的质感优异,不存在铝合金材质影响导致的刻划式的夹紧传感器触发问题,如表2 所示。
结束语
从轻量化、节能减排和降低综合成本性能等方面,铝合金无疑是汽车工业轻量化的首选材料,世界各国都致力于车用铝合金研究。目前车身、发动机及车轮等汽车部件已成熟并大量应用铝合金材料,随着铝合金车架设计和工艺的不断研究、优化和创新,铝合金车架也将成为发展趋势。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论