发动机装试车间工艺方案问题的探讨
确定发动机装配线
确定发动机装配线的影响因素一般是为设计生产纲领、设计产品系列及品种和装配输送线采用的形式。
生产纲领是确定发动机生产线的重要因素。
早期发动机生产,纲领在3万台套时,基本上都是采用发动机装配一条线,出厂热试一个工段的形式。
较早时期,国内发动机装配线分两条线的形式是在一汽-大众的发动机工厂里出现的。年生产纲领为15万台套发动机总成,发动机装配线采用辊杠式发动机输送线的形式,分成了短发装配线和长发装配线(图1)。
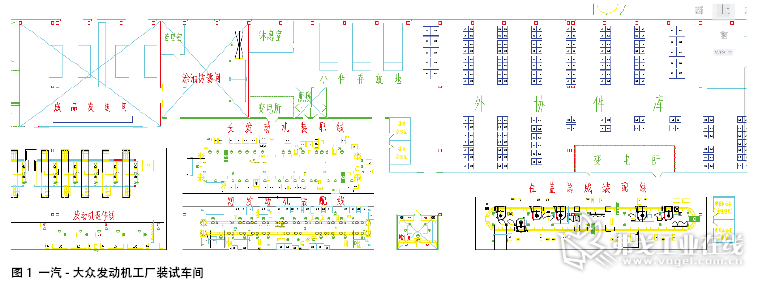
当时采用两条装配线形式的原因:①15万台套纲领的发动机生产节拍为1.5 min,生产节拍比较紧,如果在一条线完成发动机装配生产,任何一个工位出现问题都会造成全线停产。如果分成两条线生产,某一工位生产的延误将不会影响另一条线的正常生产;②发动机产品从结构形式上分析,可以分成发动机机体内装配和发动机机体外装配两部分,而发动机机体内装配需要采用一些设备或装置,如曲轴回转力矩检测机、曲轴轴承盖拧紧机、活塞连杆拧紧机及整机密封性检测机等。这些设备操作时,对工件的稳定状态有比较高的要求。而辊杠输送机在采用单层托盘输送线的形式时,是可以满足设备的这项要求的,这样就不必另外设置举升机构使托盘离开输送辊道了。发动机机体外装配则以人工装配为主,由于机体外的发动机附配件布置在发动机总成的四周,为了提高人工操作的方便性,发动机机体外装配线,也就是通常所说的长发线采用了双层托盘结构,下层托盘与输送的辊杠输送机相接,完成输送功能,上层托盘可以在水平面上360°自由旋转,方便人工装配;③短发装配线是保证发动机装配质量的主要工序。如果在短发装配线出现质量问题,可以直接下线返修,减少了在长发装配线运行过程不必要的工时,以及外附件拆装的麻烦。
此后的一些发动机厂均接受采用这种模式,如原一汽第二发动机厂、奇瑞发动机二厂等。由于辊杠式装配输送线的成本高,加工难度大,只能独家采购,所以大部分厂将装配输送线的形式改成了各种摩擦滚道式输送线了。
经过之后十几年的实际生产实践检验,15万台套生产纲领,发动机装配线分两条线的形式的优势就不是很突出了。
由于技术的进步,操作人员平均熟练程度的提高,生产线因设备及操作人员引起停产的事件发生率比较低。同时因为精益生产的理念,为减少在制品的存放量,长发线和短发线之间一般并不设半成品存放地。因此虽然长发装配线和短发装配线分成了两条线,但在多数情况下,仍然是同时生产,同时停产,两条线的缓冲作用并不十分明显。
操作人员可以任意地旋转发动机以方便操作,但在实际工厂生产中,操作人员旋转发动机操作次数并不多,这部分旋转工作内容是可以采用固定工位旋转托盘的方式解决的。
由于操作人员技术水平的提升和设备制造精度的提高,在短发装配线出现质量问题并被发现的情况不是很多,而且采用摩擦滚道式装配线,可以在任何检测工序后设置分岔,做到一经查出问题,便可随时下线返修,比起到短发装配线末端下线更加进步。
从另一个方面看,发动机装配线分两条线的问题逐渐显现,由于是两条线,增加了一对上、下线及上、下线等待工位转运设备,既增加了投资又占用了面积,这个位置由于可替代性差,容易成为提高产能时的瓶颈,同时由于是两条线的配送,增加了物流的复杂性。因此,此后的海马发动机装配线、一汽-大众二期EA111发动机装配线(图2)等均采用了一个环形装配线的形式。
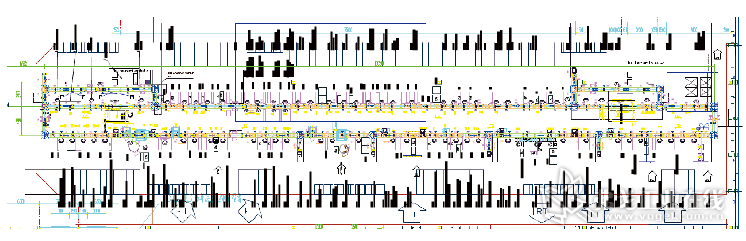
图2 一汽-大众发动机工厂EA111装配线
因此,发动机装配线布置几条线的方案并不是一成不变的,如意大利依维克Foggia工厂,43 s节拍(约60万台套纲领)采用了5个环形线;而在美国的Fint工厂22.5 s节拍(约120万台套纲领)却只用了两个环形线。由此可见,当我们在规划一个发动机装试车间时,应该综合产品、纲领、工艺、输送线形式、厂房面积情况、以前项目的经验及教训等所有条件,分析各条件在方案中的位置及影响,最后确定发动机装配线采用的布置形式。
装配线是否需要封闭
由于发动机总成处于汽车整车“心脏”的地位,发动机装配线作为发动机总成的最后一道工序,历来是备受重视及呵护的。同时由于发动机装配一般都是与缸体、缸盖等零件加工布置在同一个厂房内,在早期发动机生产中,由于机加车间产生的铁屑及乳化液的挥发等原因,对厂房内环境会产生一定影响。为了避免这些影响干扰发动机总成装配生产,导致最后影响发动机总成的装配质量,一般都采用将装配工段,尤其是发动机内装工段放置在一个相对封闭的环境里或与机加工段分层布置,目的是尽量为装配工段提供较好的工作环境,如原一汽第一发动机厂、绵阳发动机厂等。
随着改革开放,国外发动机生产技术的引进、发动机生产规模的扩大、机加设备采用了封闭加工的技术以及机加设备对环境要求的提高,机加的生产环境与发动机装配要求的生产环境已经非常接近了(如都需要环境空调,整个发动机厂房可以建造为整体空调厂房)。因此,发动机装配生产线不再与机加生产增加隔断分离,而是在同一个厂房环境下生产。
经过十几年的生产实践,近期一些发动机生产厂在做新增生产线项目时,不约而同地提出了将装配线单独增加隔间封闭的要求。如哈东安发动机厂、天津丰田发动机厂等,其原因即为机加工艺会对环境造成影响、全厂房的空调运行成本偏高及对机加设备影响意义不大等。从某种角度来讲,机加设备封闭效果是决定装配工段是否需要单独隔断的重要影响因素。当然也不是所有发动机厂二期都要求发动机装配区域增加隔断,如一汽-大众发动机厂二期EA111装配线依然采用的是无隔断的生产方式。
综合分析,发动机装配线做隔断封闭是有利有弊的。优势为发动机装配线封闭后,周边的灰尘被挡在隔断外面;而且一般封闭间内会考虑空调,温度也在一定范围内可控,所以发动机装配质量和检测精度比较有保证;缺点是由于发动机装配的物料种类和数量比较大,尤其是在多品种发动机装配共线的情况下,增加隔断会使物流运输受到限制,在发动机产量比较大的情况下,这个问题尤其突出。EA111装配线30万台套的生产纲领采用无隔断处理,这也是其中原因之一。隔断内外均需设置物流通道,在车间面积的利用上造成浪费。
因此,在确定发动机装配线是否需要隔断的问题上,不能单纯地从发动机装配自身生产考虑,还需要对同一厂房内的其他工艺及设备有了解和综合评价。如确定机加生产线的设备封闭质量如何,铁屑如何处理,发动机出厂试验采用敞开式、隔断式还是集装箱式等问题,还需要考虑物料种品、数量和运输频次等问题,最后综合分析各方面条件和因素后,才能最后确定采用哪一种方案。
结语
发动机装配车间的工艺规划是一个复杂系统工程,涉及到诸多影响因素。一个好的规划应该不仅了解本车间的生产工艺、设备水平、成功经验及历史教训,还应该综合分析车间周边的相关因素及对车间的影响,因时因地地考虑和确定最后方案。在做规划工作过程中,切忌简单地因为其他工厂采用了这样的方案,所以我们就可以采用这样的方案。因此在规划设计阶段需要反复比较、多方收集、全面考虑和综合分析,这才是一个好的规划人员应具备的素质。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论